DC,VBに代わる新しい旋削チップのカタチ W1011-P / WL25-VC07


![]()
![]()
製品説明
WALTER youtubeチャンネルより
【WALTER TURN W1011-P/WL25 COPY TURNING SYSTEM - Combines maximum stability with cost-efficiency.】

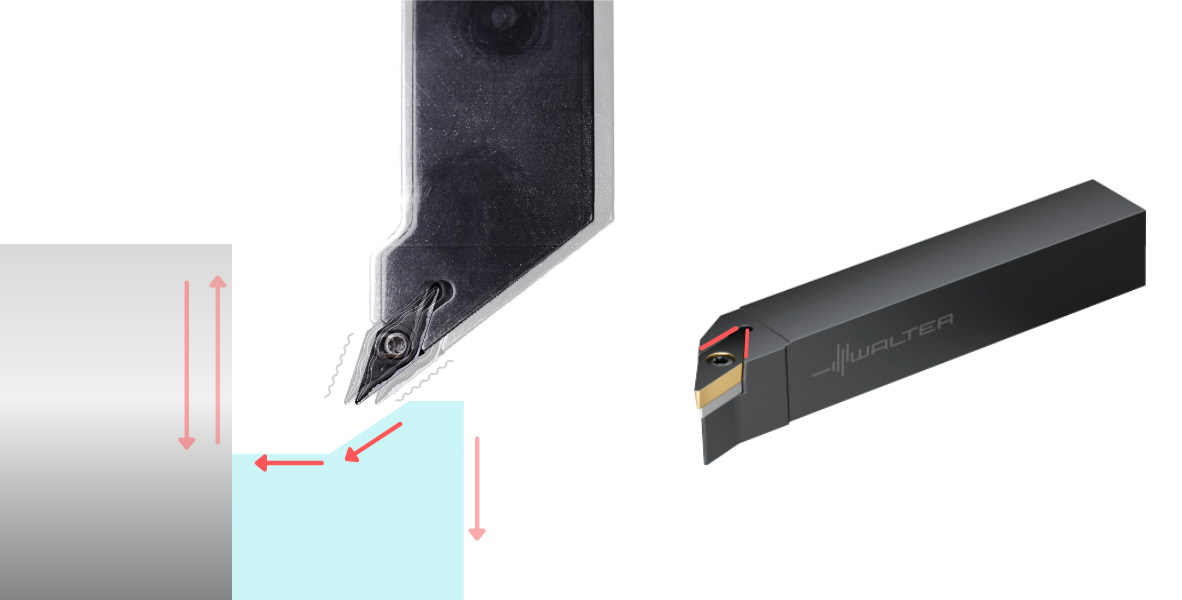
先端角の小さいチップは刃先強度が低い。
VB/VCチップのような先端角の小さい工具はチップ座面の受けが他チップと比べると構造的に弱く、切削抵抗で動きやすい。
仕上げ用途で使うことが多い工具のため、微小なチッピングであっても加工品質に影響が出てしまうことも。
W1011ホルダー、WL25チップは座面とホルダーの構造により、高剛性。
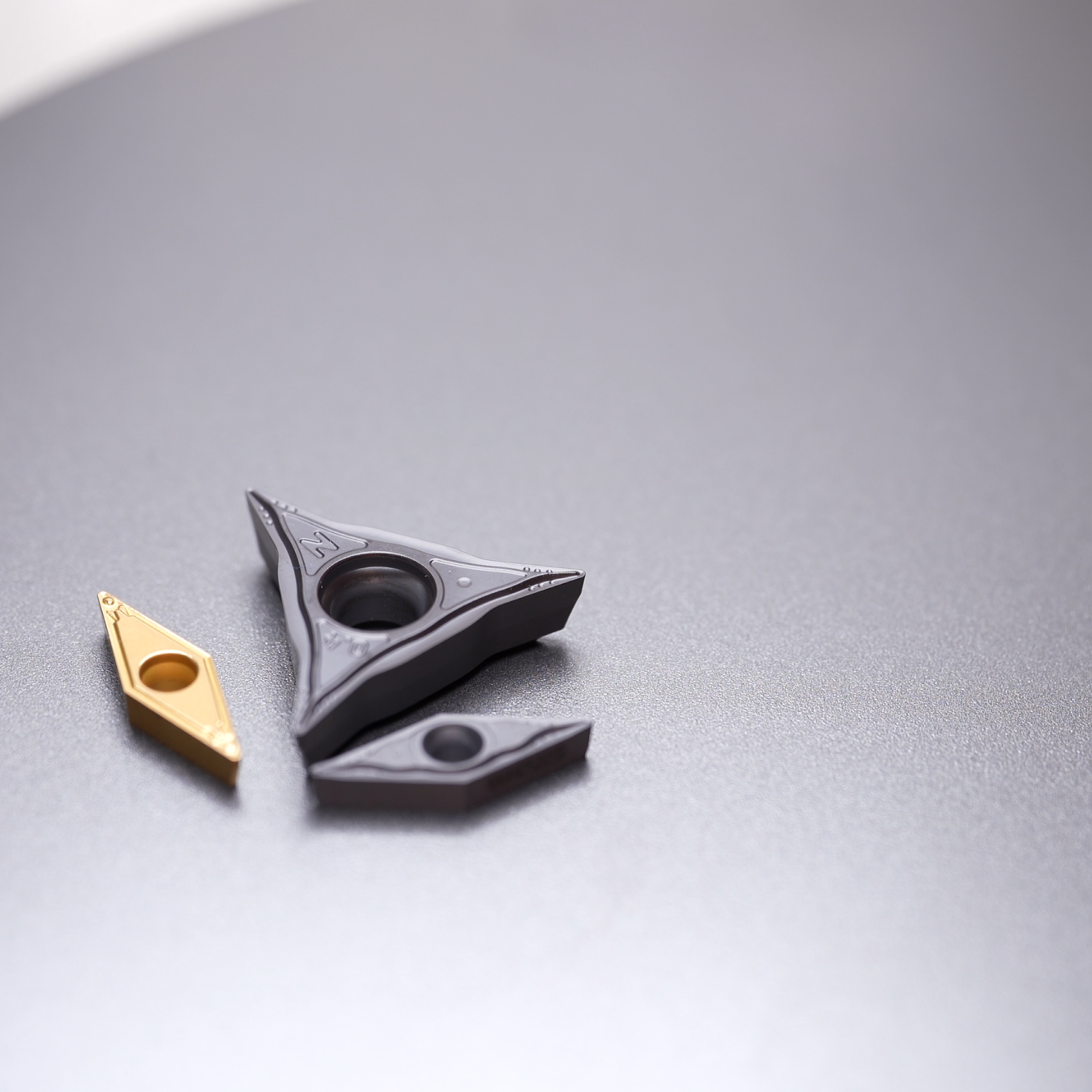
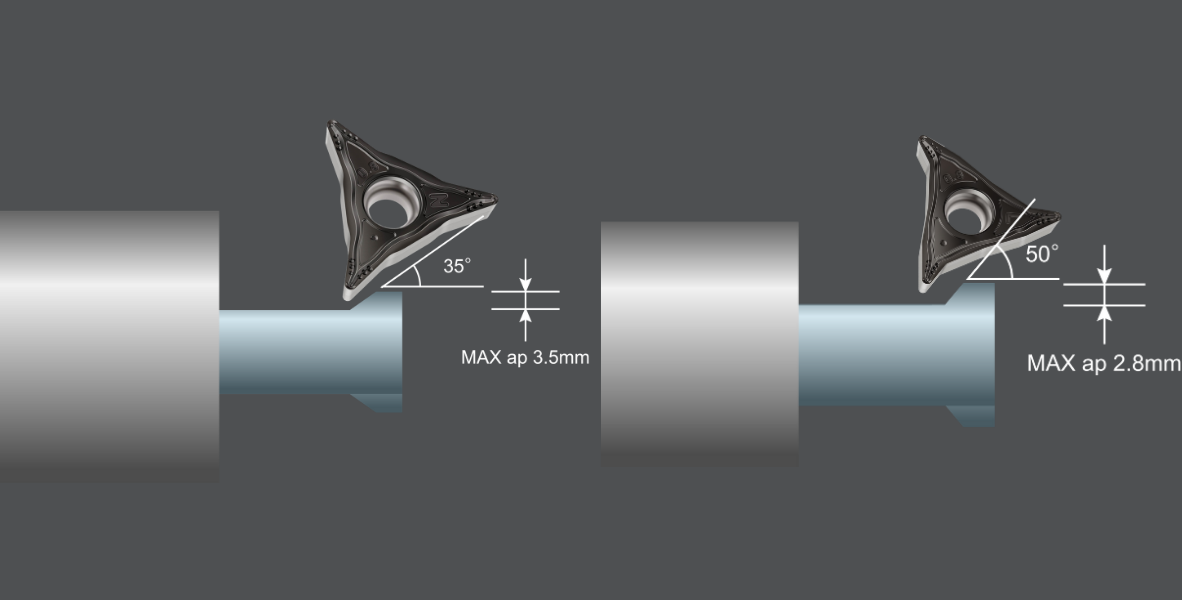
新製品W1011/WL25チップのニュートラルタイプはV型チップと同じ先端角35°
加工中の微小振動を抑制するだけでなく、断続加工のような高い切削抵抗に対しても高い信頼性。
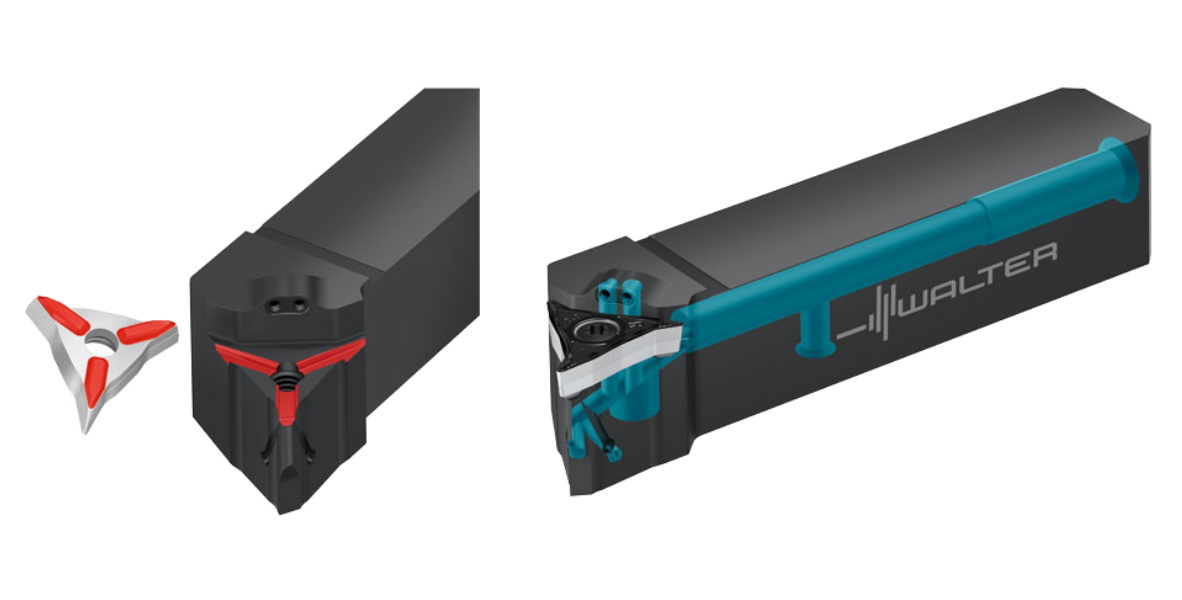
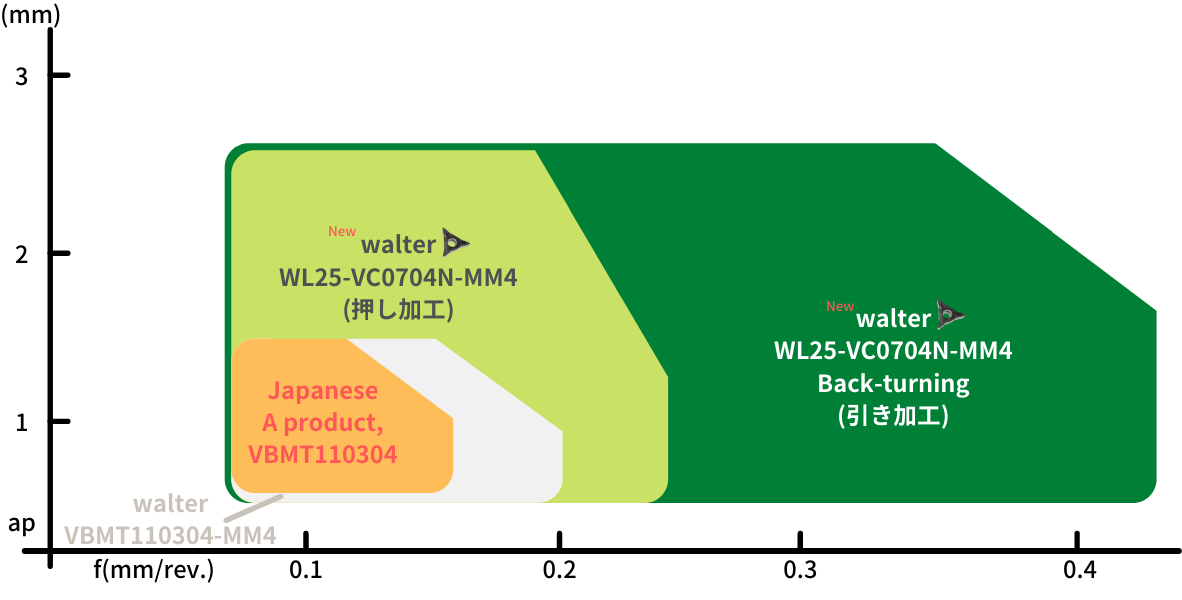
高剛性設計により仕上げブレーカーでも高い送り推奨切削条件を実現。
引き加工ではさらなる高送りが可能。
既存の類似形状製品との違い
高送りが出来る点は同じだが、こちらの製品はCNMG,DNMGが切り替え対象。
CN,DN形状はチップ単価が安価となるうえにコーナー数も多いため、コスト面で採用ハードルが高いうえ、切削抵抗が高いため適用できる加工環境が限られる。
一方、ワルターWL25-VC0704N...チップは、比較的高価なVB/VC/DCMTチップがターゲットで、低切込み/低送りも得意な工具デザイン。

切り替えターゲット
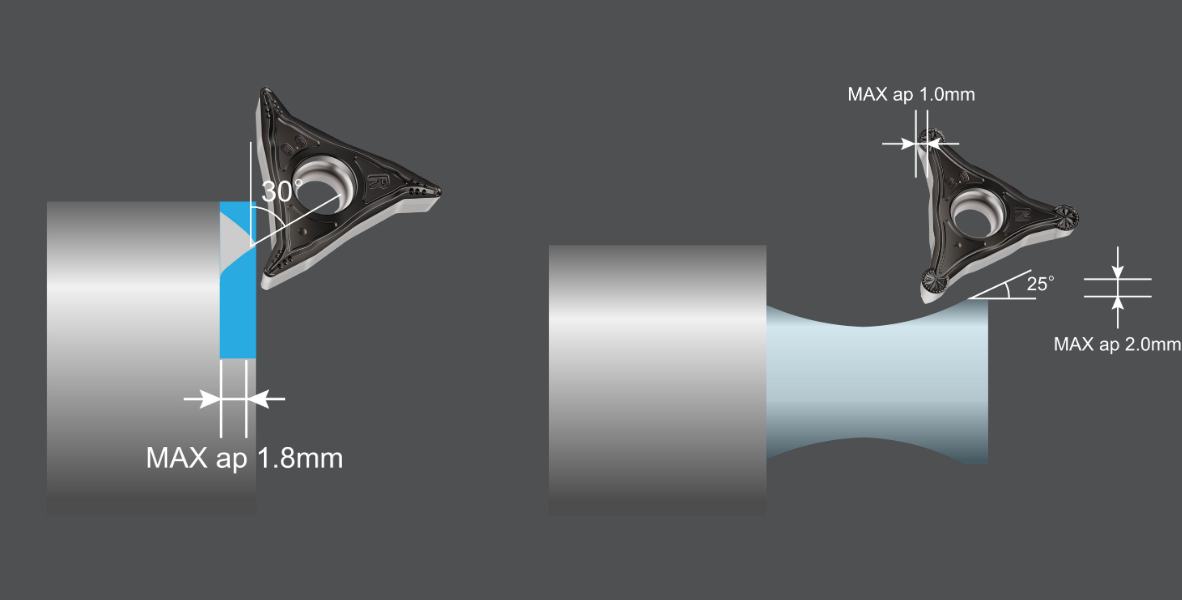
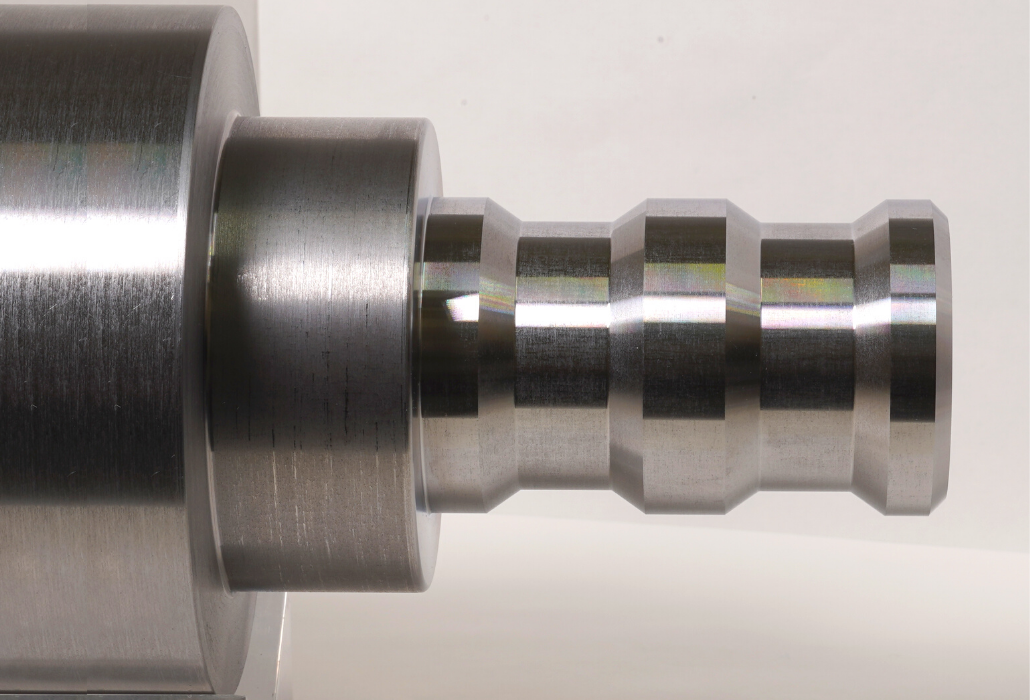
切れ味の必要な外径旋削、ヌスミ形状や沈み込み角度のある倣い加工、端面加工が切り替えターゲット。
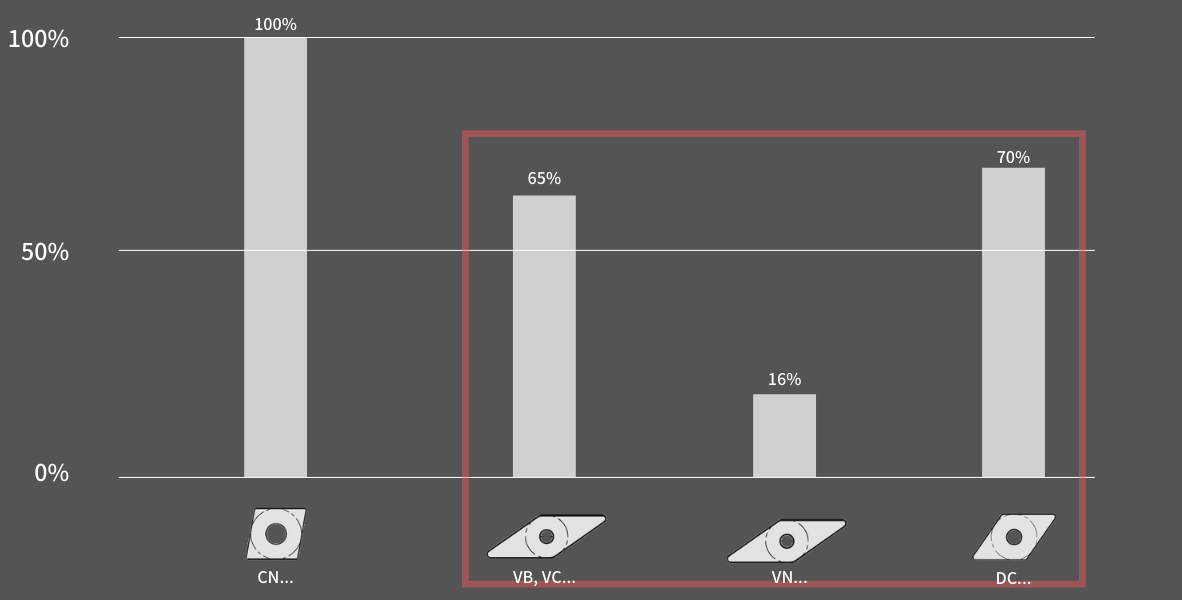
DCMT、VBMT、VCMTなどのポジティブ切れ刃の旋盤チップの市場ボリュームは、CNチップを100とすると70~65ほど。(金額ベース。出典元:WALTER)
4種類の異なるチップが共通のホルダーで使用可能。
テストレポート
-

使用設備
Mazak QT-compact200MY -
ワーク材質:S50C
Φ90x長さ200mm
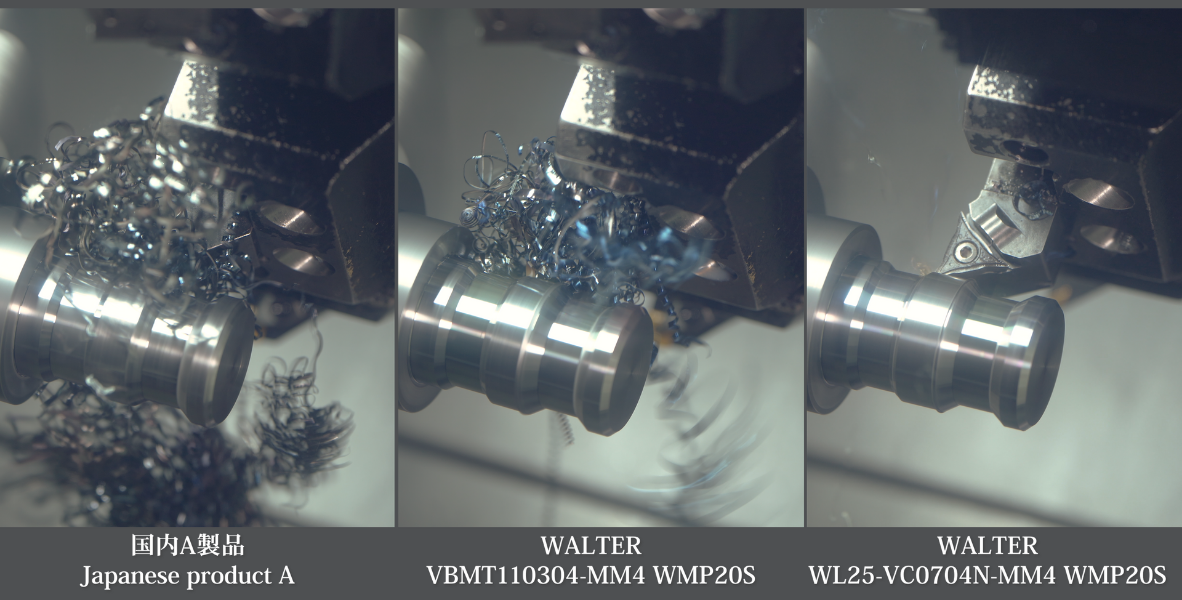
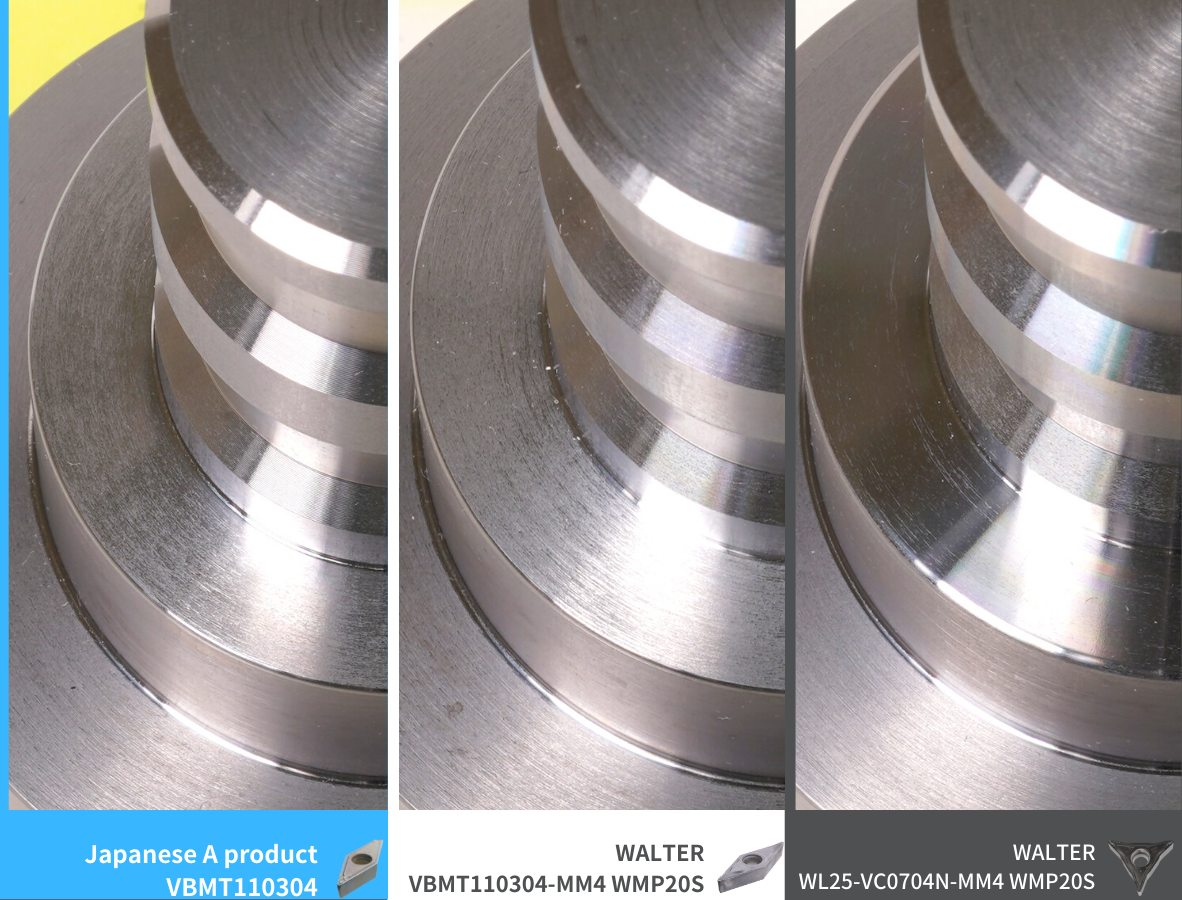
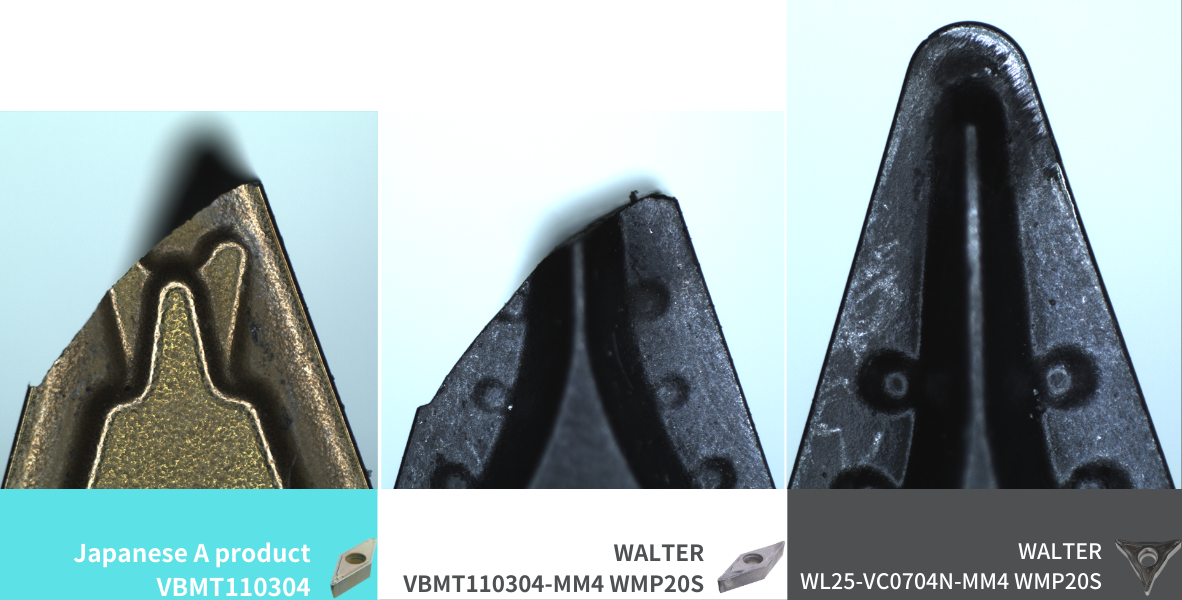
切りくず処理/加工面比較 Vc=170m/min, ap=1mm & 0.3mm
f=0.08mm/rev.
国内A社製品とワルターのVBMT110304-MM4の送り推奨条件の下限値。
3製品とも仕上げ~中仕上げ向けブレーカーと材質であるが、VBMTの2製品は切りくずをコントロールできなかった。
WL25チップは押し/引き/沈み込み/端面引き上げの全ての加工で切りくず処理が良好だった。
VBMTの2製品は端面部分に白濁が目立つが、ワルターWL25チップは光沢が確認できる。
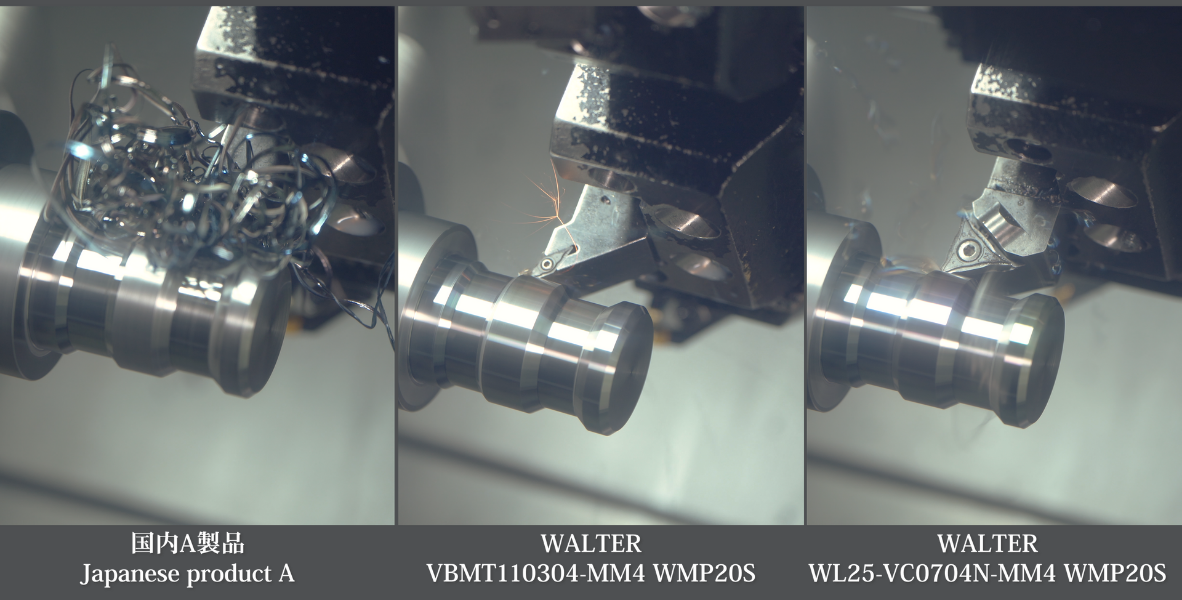
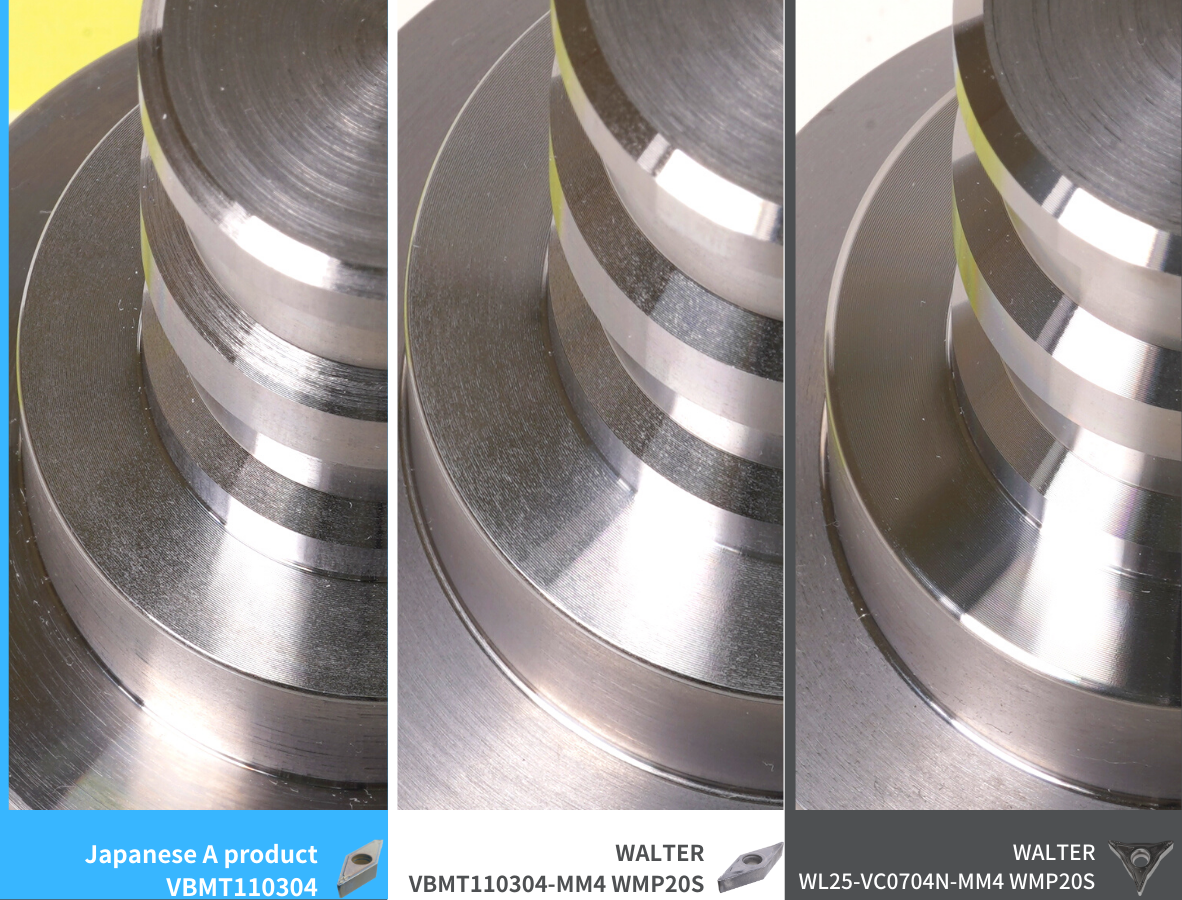
切りくず処理/加工面比較 Vc=170m/min, ap=1mm & 0.3mm
f=0.16mm/rev.
国内A社製品の推奨送り上限値のf=0.16で比較テスト
推奨値の上限まで上げても国内A社製品は切りくず処理能力は改善しなかった。WL25チップはこの条件でも良好な結果。
国内A社製品は沈み込み加工部分でムシレ・キズが悪化した。一方、ワルターWL25チップの加工面の光沢はさらに向上した。
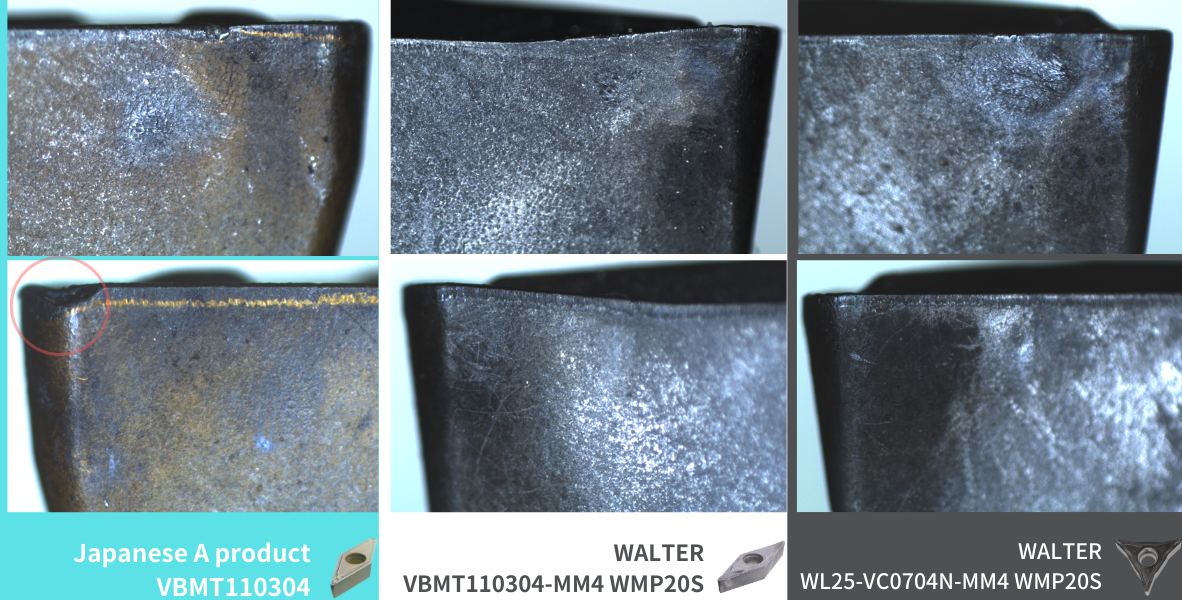
耐久テスト

Vc=110m/min, f=0.11mm/rev, ap=1mm 300分(5時間)加工後

上段:押し加工側 下段:引き加工側
VBMTの2製品とも、押し加工側の切れ刃の摩耗量が多く、引き加工側では欠損が発生している。
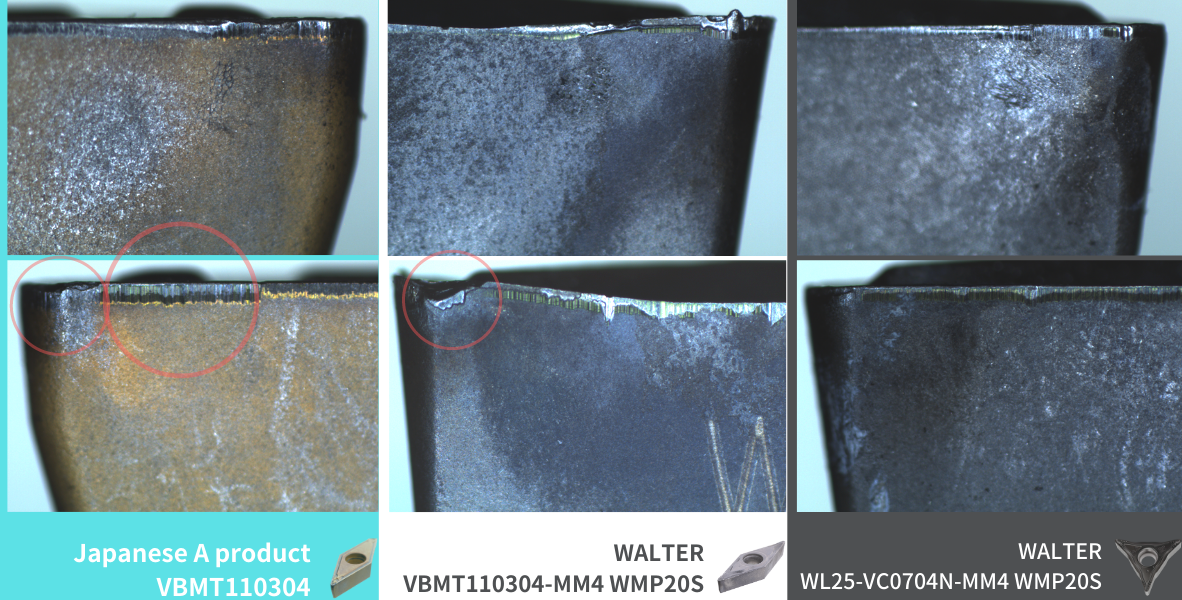
Vc=230m/min, f=0.16mm/rev, ap=1mm 100分加工後
上段:押し加工側 下段:引き加工側
国内A社製品の押し加工側で微小チッピングが発生し、引き加工側の切れ刃に欠損が発生。ワルター2製品はこの加工量では特に変化は見られなかった。
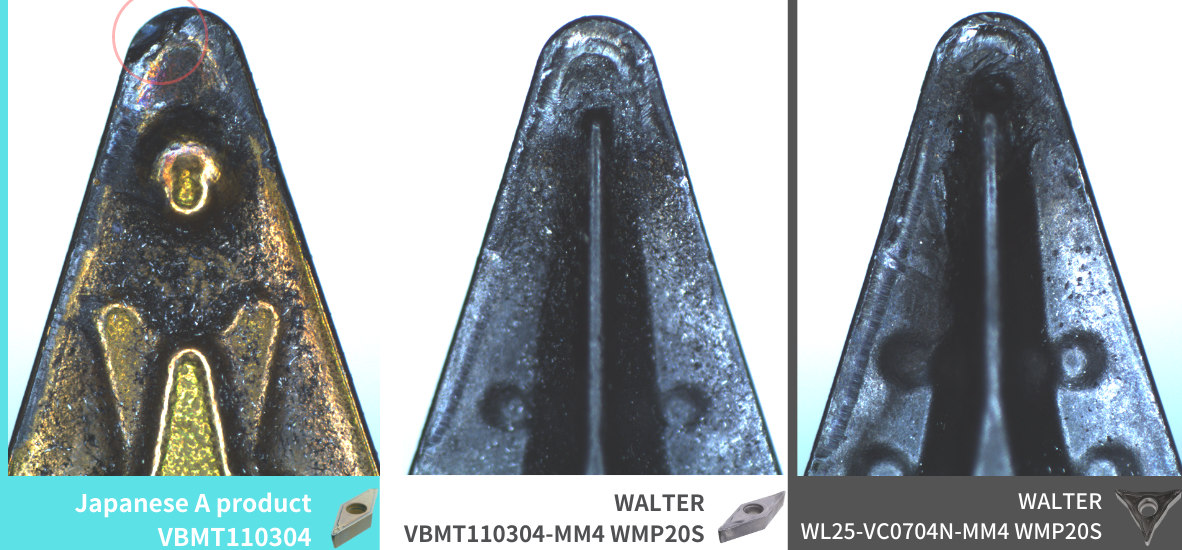
断続ワークでの加工テスト

Vc=130m/min, f=0.12mm/rev. ap=1mm
VBチップは刃先強度・チップのクランプ剛性により数パスで欠損した。
国内A社製品は1パス目、ワルターVBMTチップは3パス目、WL25チップは30分以上加工後の画像
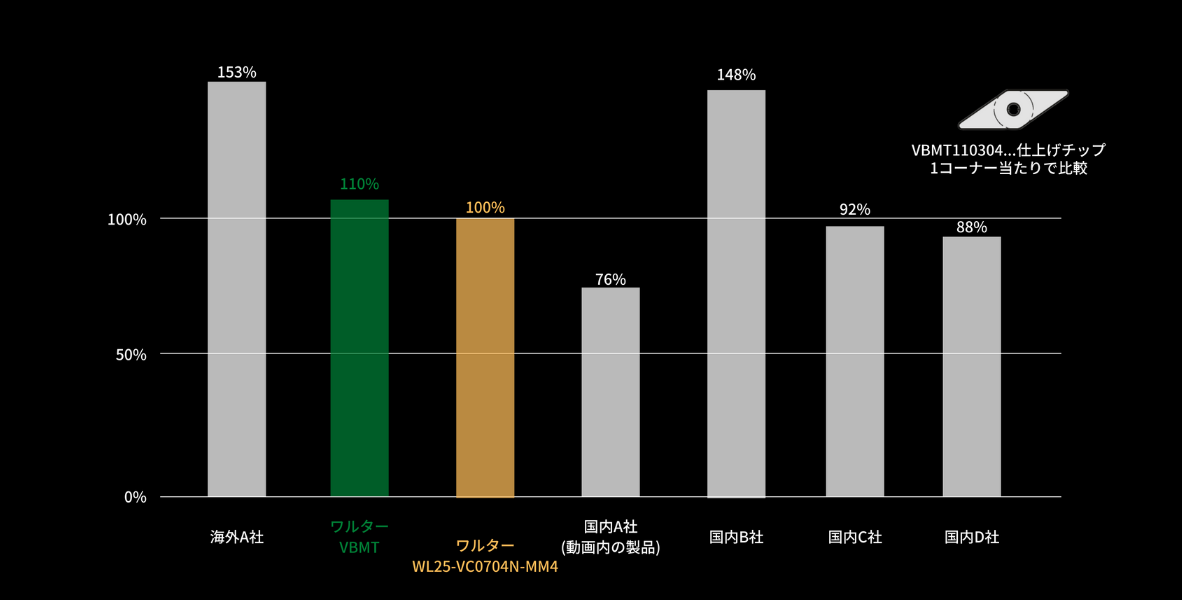
価格比較
WL25-VC0704N...を100として、VBMT1103タイプとの価格比較イメージグラフ。
VB/VCMT16サイズとの比較であれば、さらにコストメリットが見込める可能性。
この記事のまとめ動画
真面目バージョン
小ネタありバージョン
ワルタージャパンの技術の方に、
テクニカルセンターのテスト結果をご覧いただいて寄せられたご意見を聞いてみました