鋼の高能率穴あけ加工:
ヘッド交換式3枚刃ドリル
![]()
![]()
ロジック3カムドリル
ヘッド交換式3枚刃ドリル。
3枚刃ドリルは、2枚刃と比べ切りくず排出用ポケットが狭くなることから鋳物やアルミ加工のみを推奨としていますが、イスカルのロジック3カムドリルは鋼ワークでの加工事例をご用意しています
▪3枚刃ドリルのSCM440でのメーカー推奨加工事例は他社にない強み。

比較検証:3枚刃ヘッド交換式ドリルでSCM440を加工できるか?
結論:3枚刃でも、2枚刃の鋼用ドリルヘッド以上の精度で鋼ワークを加工できた。
-

使用設備
オークマ
MA550VB(BT50) -
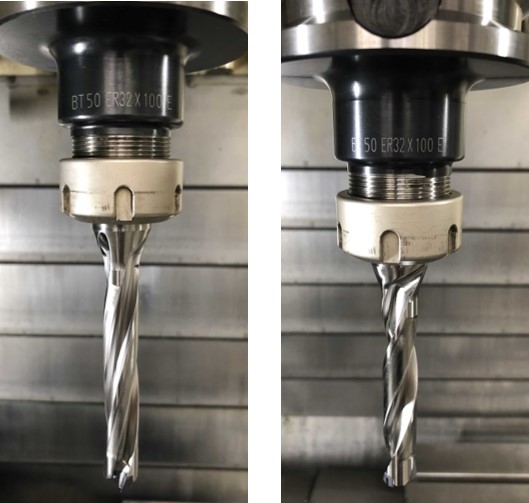
使用工具
LOGIQ3CHAM(左:3枚刃ドリル)
SUMOCHAM(右:2枚刃ドリル) -

ワーククランプ状況
□200×高さ120ブロック材 SCM440
比較ドリルヘッド3種類
LogiQ3cham加工動画
-
H3Pヘッド
新形状の3枚刃ドリルヘッド
-
ICPヘッド
2枚刃鋼用ヘッド
-
HCPヘッド
2枚刃セルフセンタリング形状ヘッド
下穴無しで12×D加工に対応可能。
主軸ロード値の比較結果:
H3P(3枚刃)は回転当たりの送りが他の2枚刃と比べて1枚刃ぶん高くなるため、切削抵抗値は高いが・・・
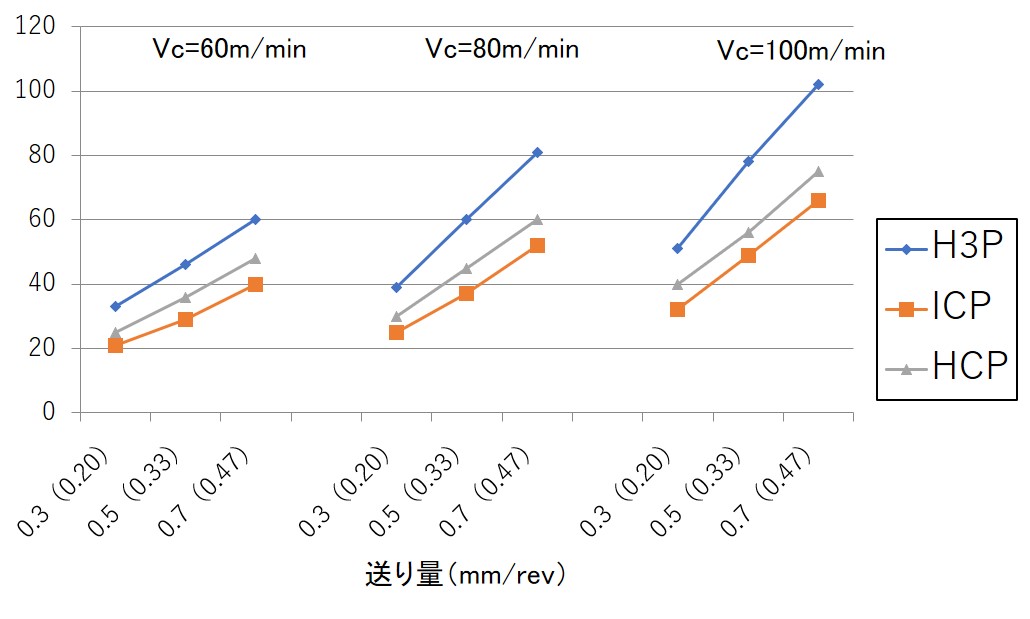
穴径精度比較:
条件が上がれば上がるほどH3P(3枚刃ドリル)が穴径拡大が少ない
縦軸:穴径拡大数値(μm) ※送り量の括弧内の数値はICPとHCPの送り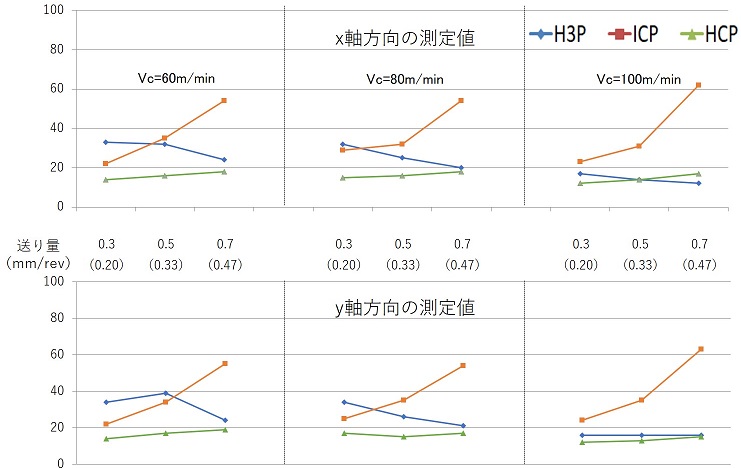
加工面の比較:
HCPが最もきれいで、H3P(3枚刃)はICPよりもきれい
穴状況(Vc=80m/min)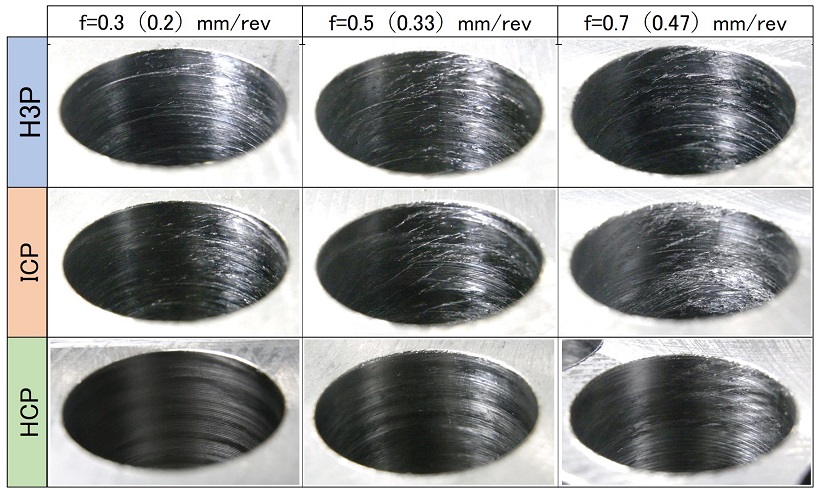
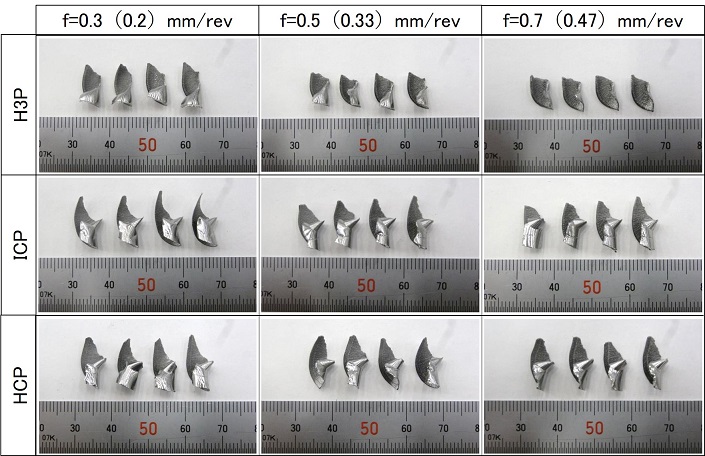
切りくず状況(Vc=80m/min)
推奨加工条件

おまけ:FC200ワークでも、もちろん良好な結果。
縦軸:穴径拡大数値(μm) ※送り量の括弧内の数値はICPとHCPの送り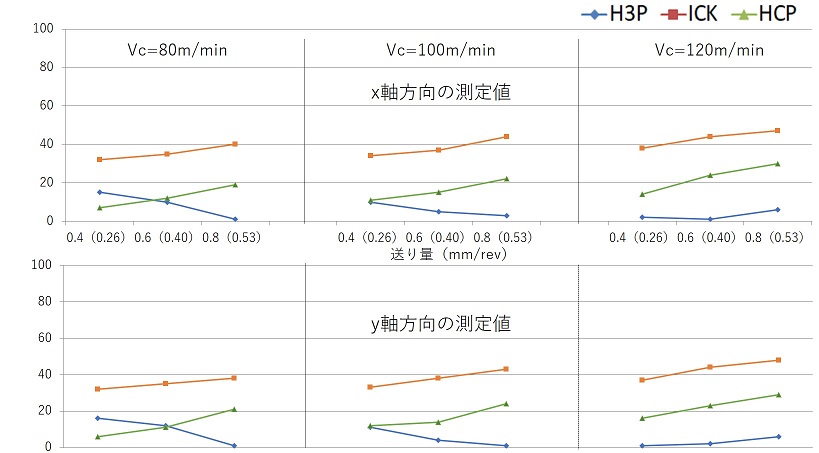
製品詳細イスカルwebサイト
H3Pチップ(3枚刃ヘッド):
https://www.iscar.com/Ecatalog/Family.aspx?fnum=4297&mapp=DR&app=0&GFSTYP=M&fr=1
H3Pホルダ(3枚刃ボディ):
https://www.iscar.com/Ecatalog/Family.aspx?fnum=4297&mapp=DR&app=0&pageType=4&rel=T
ICP(2枚刃ヘッド):
https://www.iscar.com/eCatalog/Family.aspx?fnum=2672&mapp=DR&GFSTYP=M
HCPチップ(セルフセンタリングヘッド形状。下穴加工なしで12×D加工に対応可能):
https://www.iscar.com/eCatalog/Family.aspx?fnum=3593&mapp=DR&app=0&GFSTYP=M
こんなニーズにお応えできます。
-
鋼・鋳物加工で条件を上げたい
3枚刃でヘッド交換式ドリルで送りをup。
-
寿命を向上させたい
刃が1枚増えることによるシンプルな寿命改善。
-
切り屑の伸びるワークSS400
対応可能です。
-
硬いワークFCD600
対応可能です。