いまさら聞けない!?再研磨の基礎知識



![]()
再研磨の基礎を再確認
ドリル、エンドミルなど再研磨可能な工具はたくさんありますが、今一度、再研磨についての情報をシェアします。
(監修:西研㈱https://www.nishiken-inc.com/)
再研磨のコストメリット
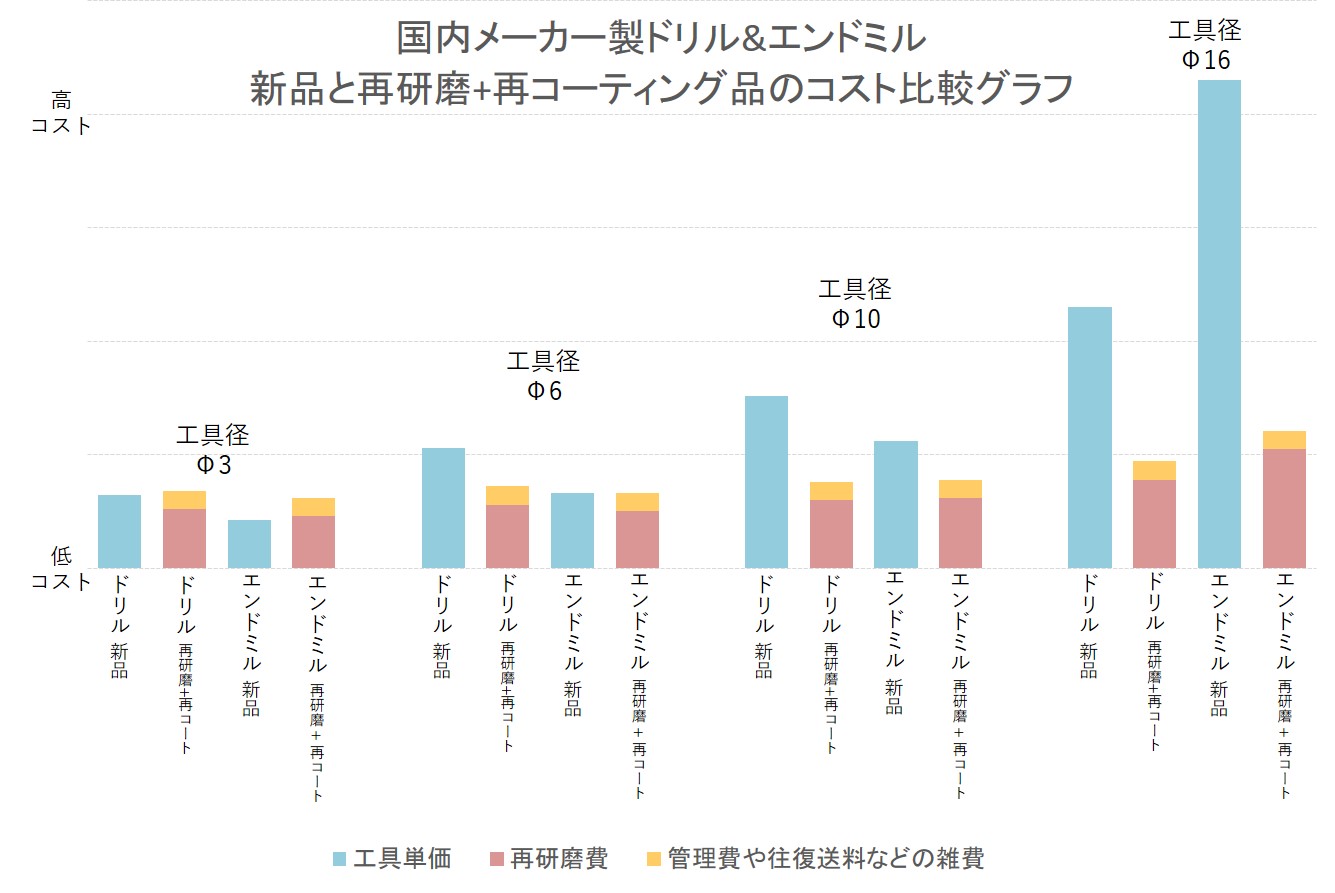
材料費の高いロングドリルや刃長の長いエンドミルは細径であっても再研磨を行うことが一般的ですが、短めのドリルやエンドミルの再研磨はΦ10以上くらいからメリットが出てくるといわれています。(コーティング付き超硬。ドリルは3Dタイプ、エンドミルは防振4枚刃2Dタイプ 平均コスト比較)
再研磨のタイミング
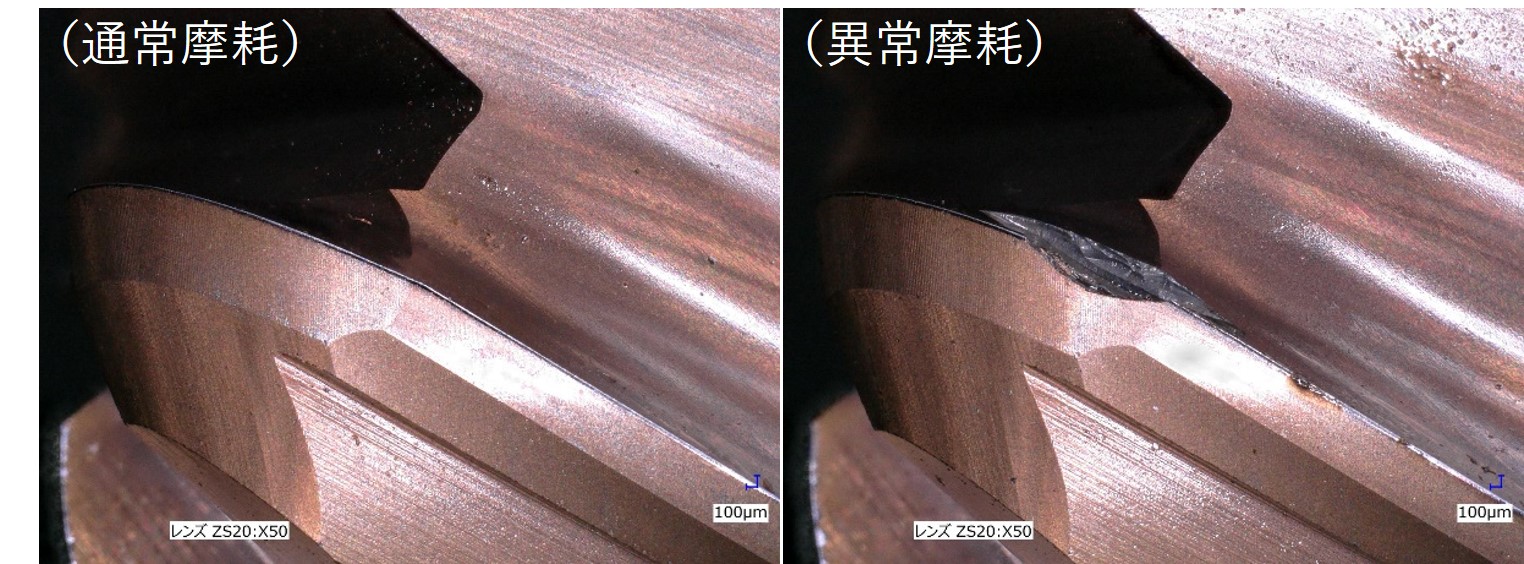
再研磨をする場合は、新品の交換タイミングの80%くらいが目安です。
再研磨の仕上がり品質をキープするために、完全に摩耗して使いつぶした状態は推奨できません。新品の交換タイミングの80%くらいでご検討ください。
過度な摩耗によって先端部のカットなど大幅な追い込み研磨が必要となり、再研磨費のUP、全長が極端に短かくなる、再研磨不可などのデメリットが多くなる可能性があります。
再研磨の種類

エンドミルの再研磨
〇研磨内容
・底刃(先端)のカットと再生
・外周の切れ刃の再生
・大きなチッピング時は溝の研磨も行います
・ラフィングエンドミルはラフィング形状を維持するため外周切れ刃を再研磨できないので、溝の研磨をします。
◎ポイント
再研磨を繰り返し行うと溝が浅くなり、切り屑詰まりや切れ味低下につながります。適度な深さの溝研磨を定期的に行うことで、工具寿命が格段に延び、エンドミルの使用中にバラツキが出にくくなります
●デメリット
・底刃のカットを行うと刃長が短くなっていきます。
・外周切れ刃を再研磨すると径がどんどん小さくなり、工具剛性が低下します
・過度な溝研磨は刃厚が薄くなるので、チッピングや折損に注意が必要です
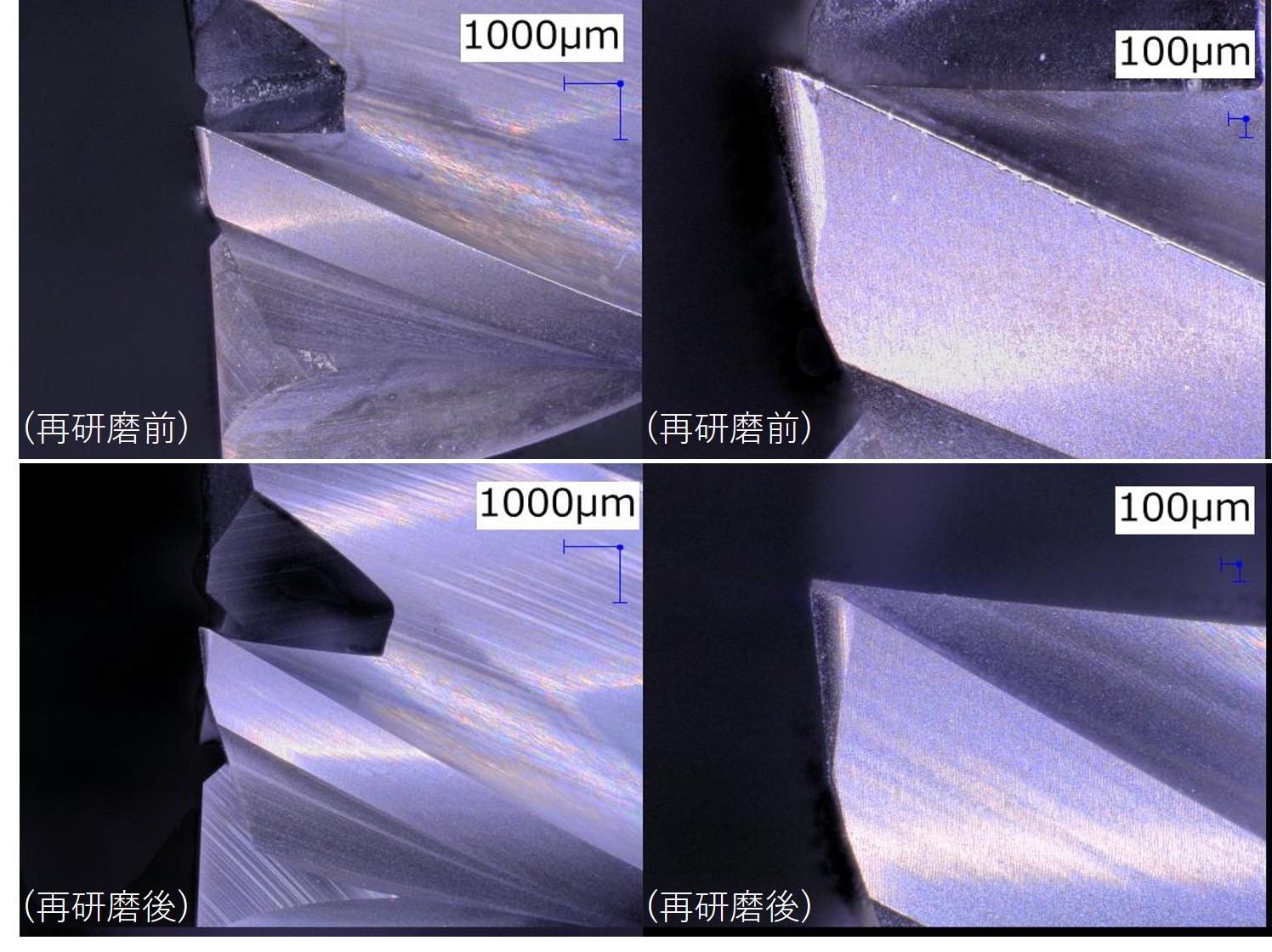
再研磨前と再研磨後の刃先状態の比較

ドリルの再研磨
〇研磨内容
・正面刃の再生(先端のカット)
◎ポイント
肩のリップハイト精度、シンニングの形状崩れを観察します。
超硬ドリルは、刃先にホーニングをすると寿命が延びます
●デメリット
・先端のカットをすると、刃長が短くなります。
・外径からシャンクに向かってバックテーパーがついているので再研磨を繰り返し行うと、径が小さくなっていきます
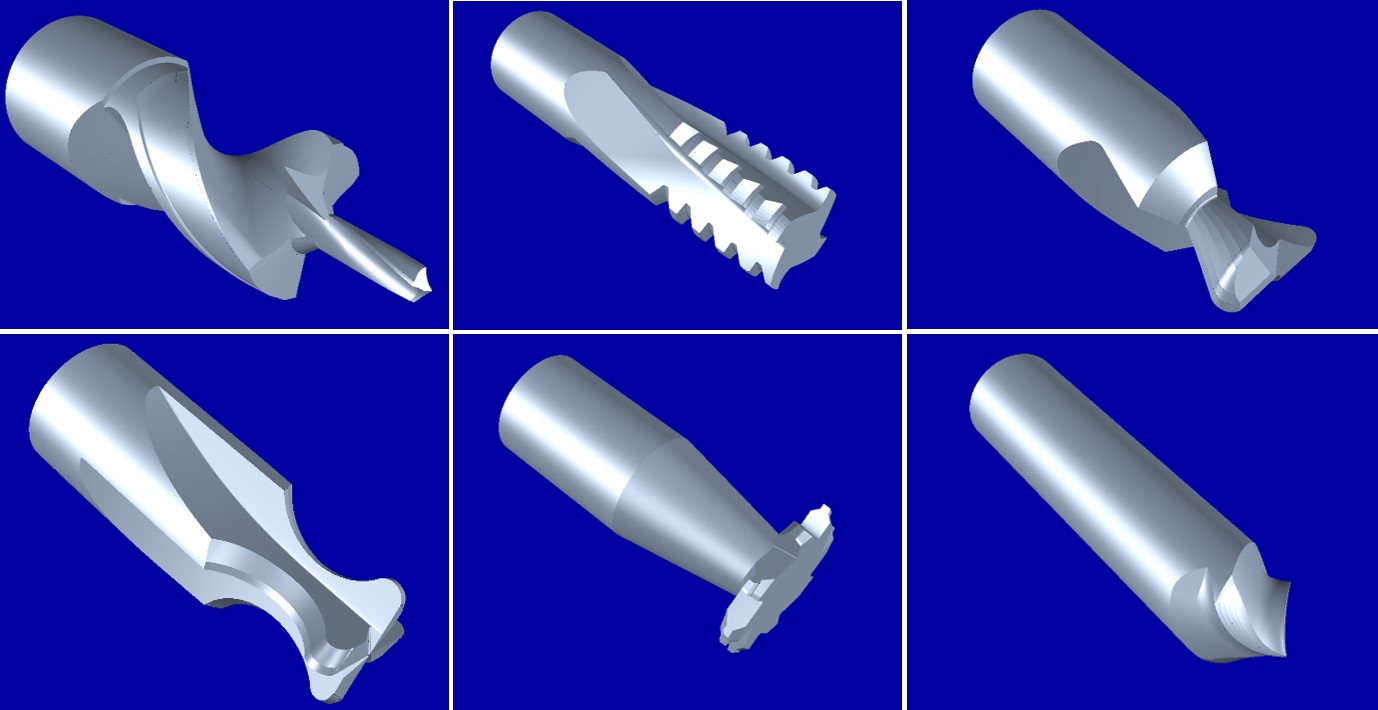
再研磨メーカーの使い方のご提案
再研磨メーカーだからこその対応力
・シャンク部で再生加工
→廃棄工具のシャンクを使用し、様々な工具へ再生可能です。
・溝の延長加工
→再研磨を重ね短くなった工具も、溝を延長することで長く使用して頂けます。
・廃棄ラフィングエンドミルの活用
→溝の再研磨を重ね刃厚が薄くなったラフィングは、外周刃を付けニック付きエンドミル風に再生可能です
・既存工具の追加工
→お手持ちの工具から、様々な工具へ加工可能
例)
通常ドリル→段付きドリル
エンドミル→コーナーR、C面、テーパー、インナーR、アリ溝カッター、油溝カッター etc.

再研磨メーカーの西研㈱は、ソリッド工具の新品製作に特徴があります。

最短で即日製作・即日出荷。1本~製作できます。
・納期のメリット:新品の受注から出荷まで、通常の納期で7日~14日。お急ぎでお困りの際は受注当日に出荷することも可能です。(コーティング品は+約1週間です)
・自由な形状:テーパー+R形状、R形状+R形状など、形状の組み合わせが自由自在です。ワーク図面からも工具形状をご提案します
・様々な改善のご提案:工程短縮や難加工など、被削材に合う工具素材の選定やコーティング膜種選定などを行います。複雑な形状ほど再研磨が出来ないものがありますが、西研では再研磨までを想定した工具の製作ができます。