正面フライス加工の中仕上げを削減: タングフィン


Q.なぜ中仕上げ工程を削減できるの?
A.全ての刃が軸方向に0.05mmずつズレているから、
中仕上げ加工を使って切り込みを少しだけ残すような前加工の必要がありません。
最後の刃は1枚で仕上げることになります。
テックセンターでの性能評価テストと表面状態の写真
-

テスト設備
オークマMA550VB
BT50縦型マシニングセンター -

工具情報カッター:HTF D100-08-32-R-LN10
チップ:HTP LNHT 1006 ER IC808
ツーリング:BT50 SEM 32X48
加工条件Vc=250m/min, ap=0.4mm, ae=70mm
テスト動画
加工表面写真
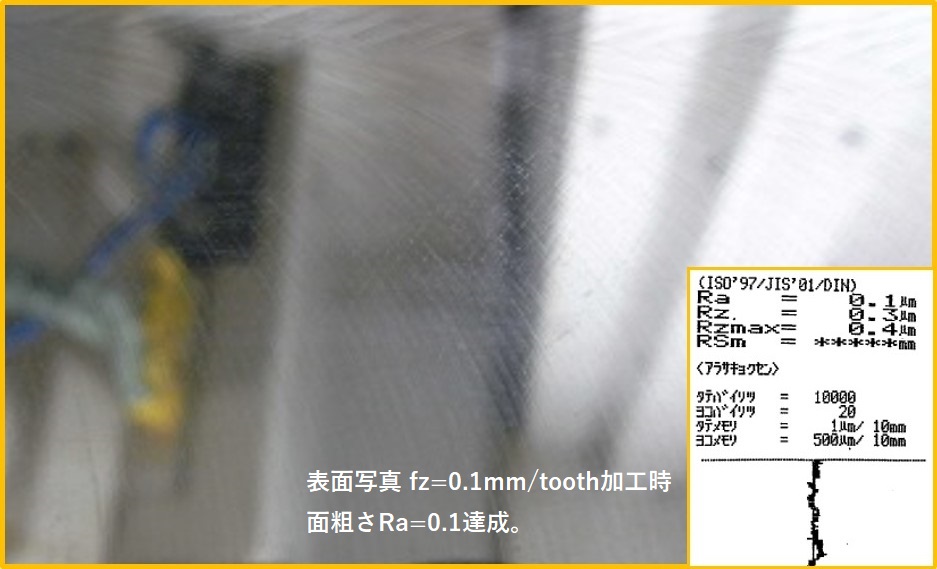
-

表面写真(fz=0.2mm/tooth)
-

表面写真(fz=0.3mm/tooth)
製品詳細イスカルwebサイト
ホルダー:
https://www.iscar.com/eCatalog/Family.aspx?fnum=4192&mapp=ML&app=0&GFSTYP=M&fr=1&rcat=5606360&item2=&ssOrder=&loc=&IC=
チップ:
https://www.iscar.com/eCatalog/Family.aspx?fnum=2706&mapp=ML&app=0&GFSTYP=M&fr=1
PRポイント
-
中仕上げ工程の削減
工程集約による工具種類と工具費の削減、加工時間の削減
-
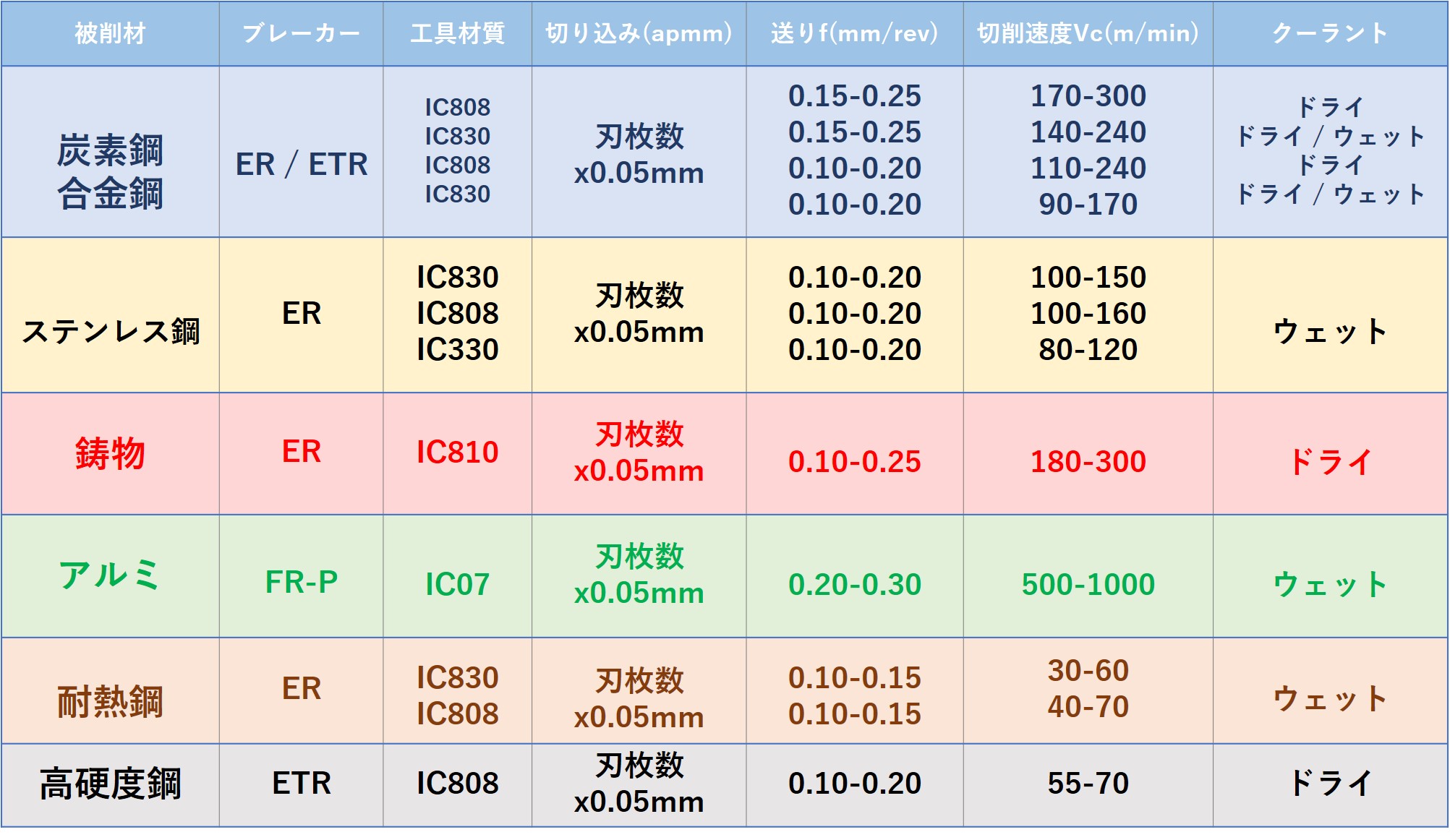
幅広いワーク材質に対応
チップブレーカーと材質の組み合わせで、幅広いワーク材質に対応。