ワーク硬度による使い分けの提案«4Gmills»



![]()

この記事の目次
概要
以前、「HRC40~加工の新たな選択肢。工具コストの改善」としてご紹介した4Gmills。今回は、より詳しく調査を進め、国内高硬度用トップシェアの製品と比較テストを行いました。
メーカーの推奨ではHRC20~50という領域であることから、
焼き入れ材の中で柔らかめのプリハードン鋼~硬めの金型鋼の領域で優位性を示せるか、確認してみました。
テストレポート
-

加工設備
マザック VCN-430A(BT40) -
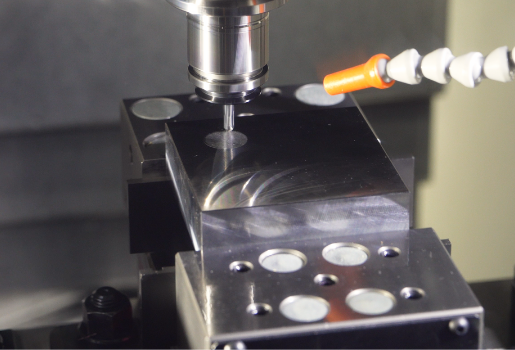
ワーククランプ状況
□120×高さ40ブロック材
ワーク材:
DAC MAGIC(HRC45,50)、PCM30(HRC30)
HRC45・50比較工具一覧
Φ6ボールエンドミルで統一してテストを実施。切削条件
粗加工:Vc=180、f=0.2/rev、F=1,910mm、ap=0.3、ae=0.6
仕上げ:Vc=180、f=0.2/rev、F=1,910mm、ap=0.1、ae=0.1
-

4Gmills
型番:SEMD98 060080E
-

国内高硬度用エンドミルトップシェア製品A
コーティングに特徴のあるトップシェア製品。
テスト結果
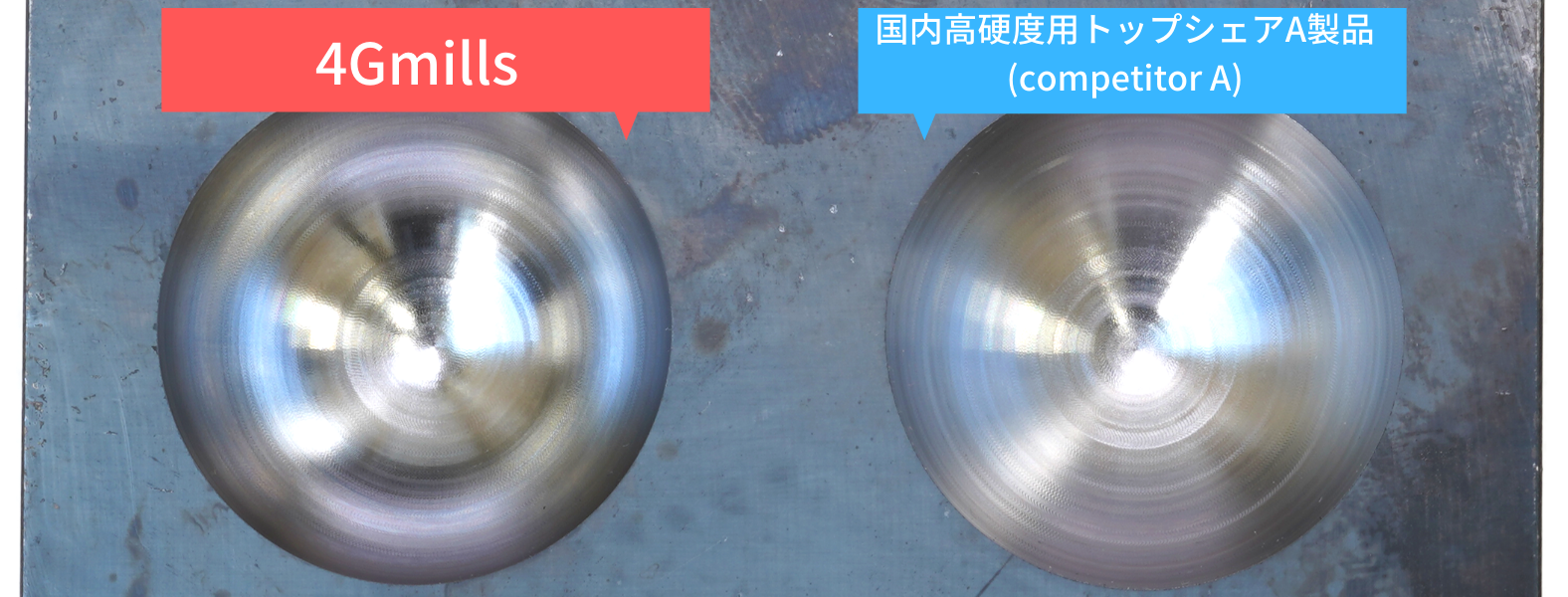
HRC45 303分(約5時間)加工後:ワーク状態
左が4Gmills、右が国内高硬度用トップシェアA製品。4Gmillsの加工面に対し、国内高硬度用トップシェア製品Aは白濁が目立っている。

HRC45 303分(約5時間)加工後:工具すくい面

HRC45 303分(約5時間)加工後:工具正面
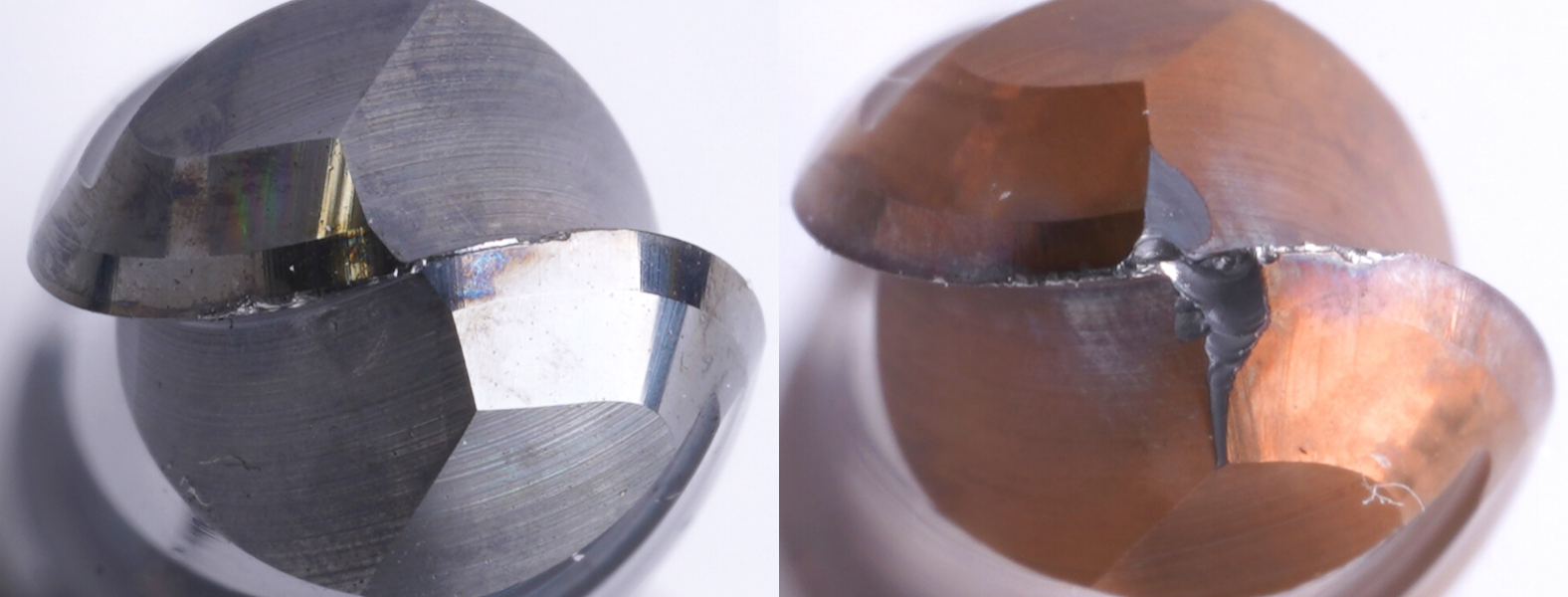
国内高硬度トップシェア製品Aは中心部分が欠損。
HRC45程度のワークでは4Gmillsがより長寿命であることがわかる。
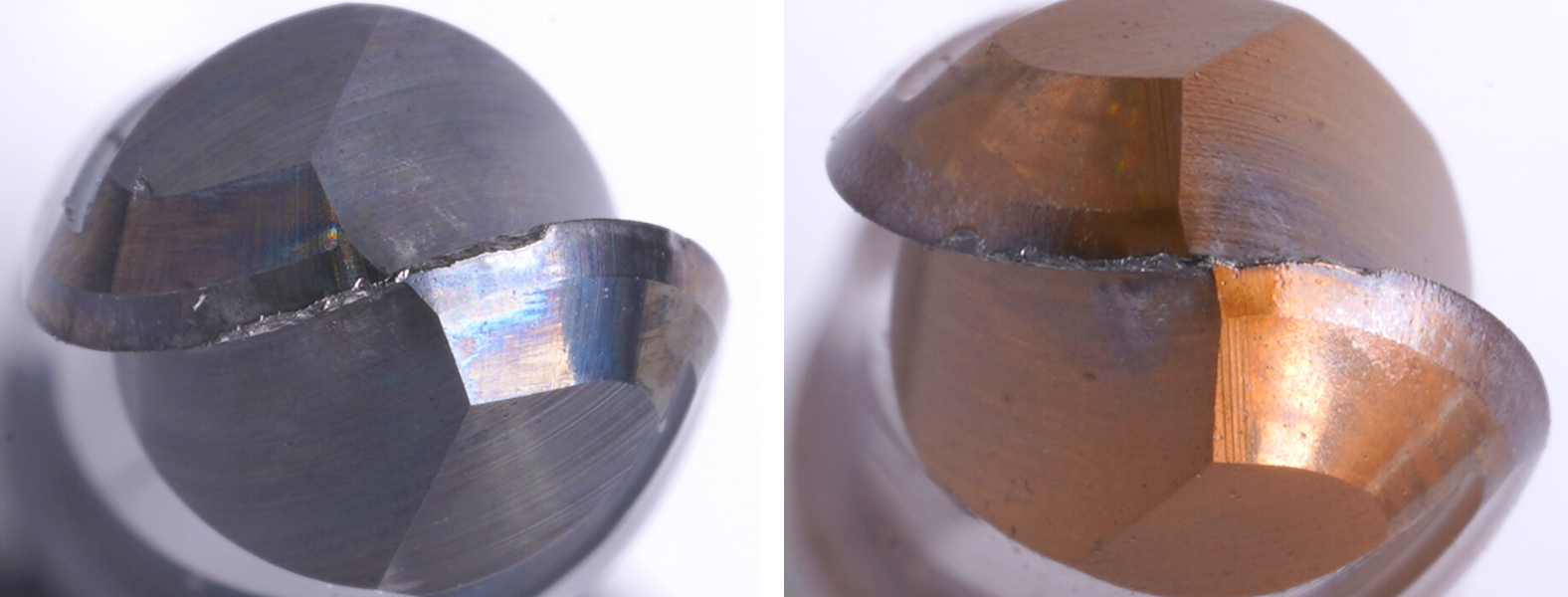
HRC50 390分(6時間半)加工後:ワーク状態
左が4Gmills、右が国内高硬度用トップシェアA製品。こちらも国内高硬度用トップシェア製品Aは白濁が目立った。
HRC50 390分(6時間半)加工後:工具すくい面

HRC50 390分(6時間半)加工後:工具正面
すくい側から見ると、4Gmillsは摩耗範囲が少なかった。
HRC30比較工具一覧
HRC30では、ある程度長寿命であることが推測できたので、送りのみ f=0.28(0.14/tooth)に上げてテストを行った。

HRC30 265分(約4時間半)加工後:工具正面
汎用エンドミル(中央)を正面から見ると摩耗が進行し、欠損が見られた。一方、4Gmillsと国内汎用エンドミルBには大きな摩耗や欠損が見られなかったため、この2つで継続テスト。

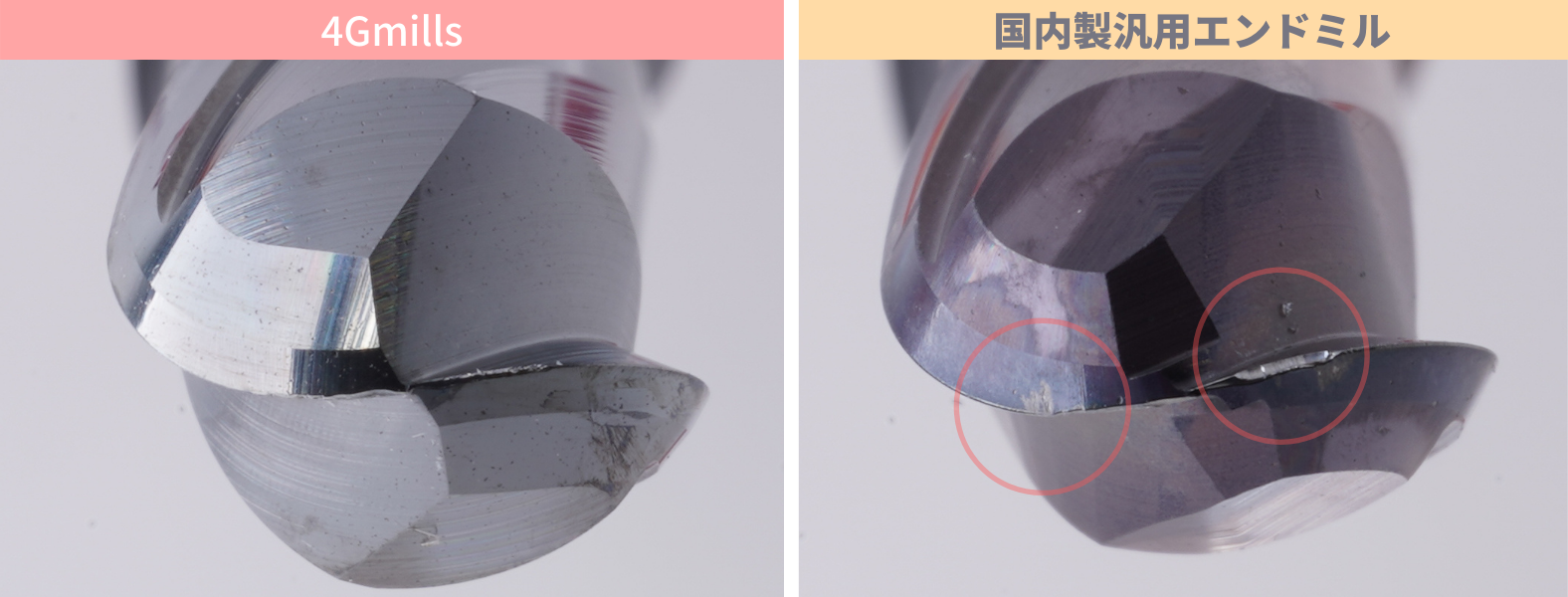
HRC30 530分(約9時間)加工後:工具正面
530分の加工で国内汎用エンドミルBに大きな摩耗と欠損が発生した。一方、4Gmillsは未だわずかな摩耗量のままなことがわかる。
HRC30 530分(約9時間)加工後:ワーク状態

適用範囲 まとめ
薄いピンク色の部分はカタログスペック上の4Gmillsの適用範囲を示しています。濃いピンクが、今回Cominixテクニカルセンターのテストで、国内トップシェア製品A・Bなどと比較して優位性を示せた部分となります。
HRC30より硬度が低い材料は今回は未テストですが、HRC30の比較を考えると、いい結果になる可能性が高いと推測します。
*対象となる鋼材例:
調質材のS30C、S45C、SCr435、SCM435~など
焼入材のSKD61、SNCM431 など
(*参考文献:横山明宜『元素から見た鉄鋼材料と切削の基礎知識』,日刊工業新聞,2012年,p.232)

この記事の動画
硬度別、ボールエンドミル比較テスト
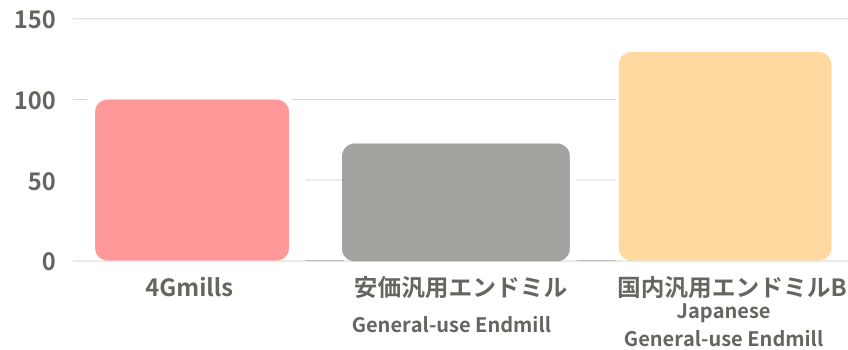
価格比較
4Gmills SEMD98 060080E:Φ6ボールエンドミルを100とした時の価格比較。国内高硬度用エンドミルと比べて大きな価格メリット。
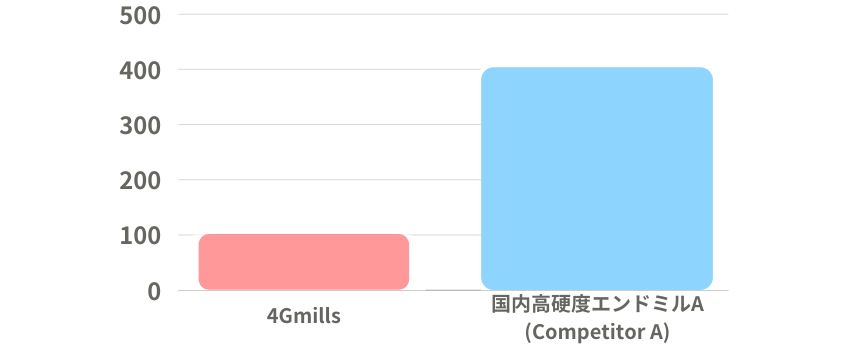
国内汎用ボールエンドミルと比較しても、価格も性能も優位でした。