Cost improving YG-1 Flat Drills
![]()

DPP447、DPP450 Series
Flat drills with low cutting force, high chip control performance, and excellent cost performance.
We have a lineup of standard products from Φ3.0 to Φ20.0.
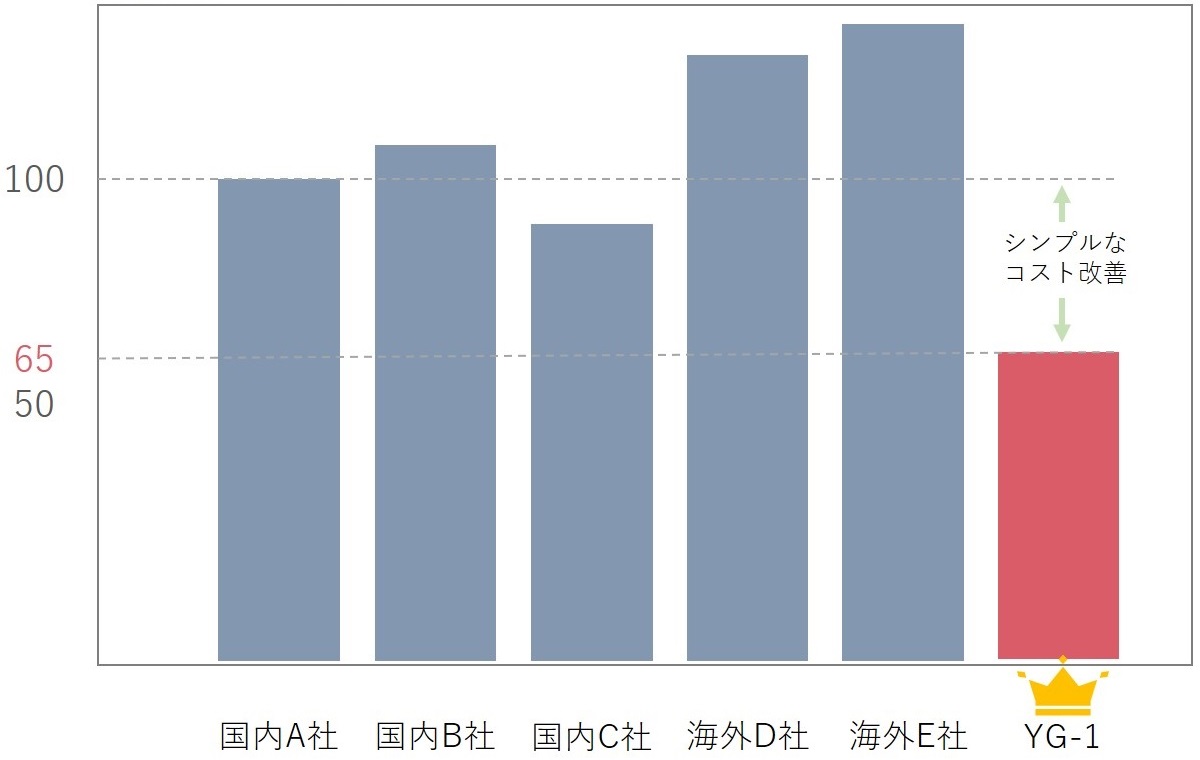
Introducing the tool life comparison results with other companies' flat drills.
Appealing point: Saving tool cost
(Comparison with Φ6 2D type without OH)
Japanese drill vs. YG-1 flat drill
Tool life comparison: machining on SCM440
-

Machine
MAZAK VCN-430A(BT40) -

Workpiece clamping condition
Workpiece material: SCM440
Size: 200mm square x 50mm height block
Vc=60m/min, f=0.1mm/rev
12mm depth, Blind hole drilling
-

Japanese other company's flat drill
2D type without OH
Actual tool diameter measurement: Φ5.008 -

YG-1 flat drill
2D type without OH
(Product code: DPP447050)
Actual tool diameter measurement: Φ5.001
Test result: After about 200 holes were drilled, there was a big difference in chip control.
Flat drills made by Japanese other companies has a chip clogging around the tool with about 1500 holes drilling.
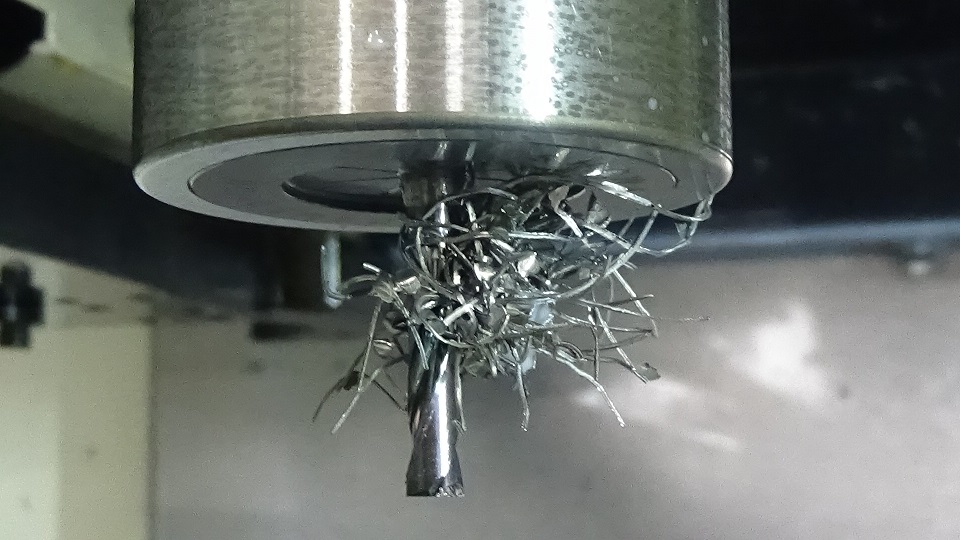
Chip clogging condition of Japanese other companies drill
During the machining of about 1500 holes, a large amount of chips clogged the tool, and it was judged that further use was not possible.
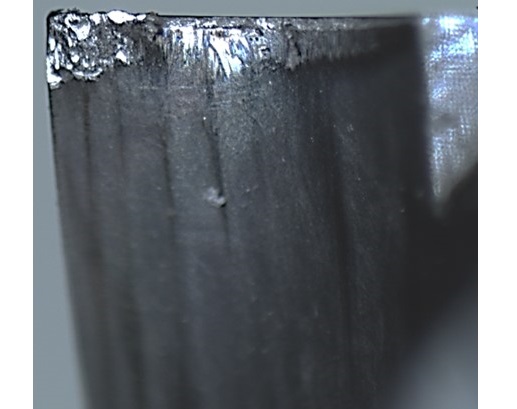
It is presumed that chip control could not be performed due to a breakage in the cutting edge.
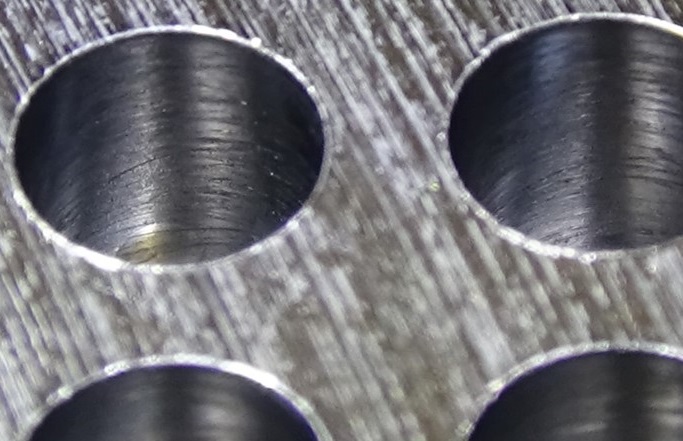
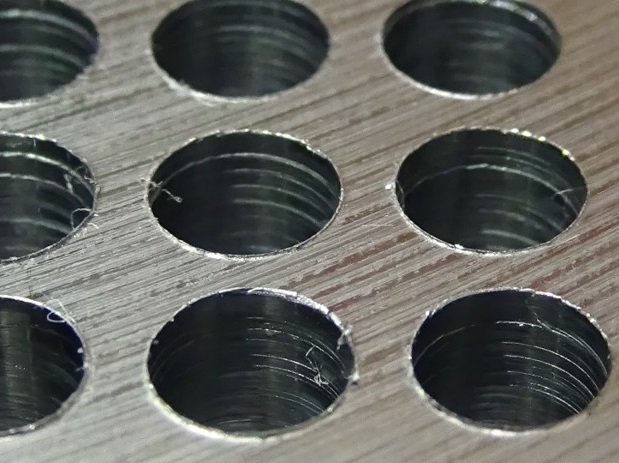
Hole comparison after 1500 holes are drilled with each flat drill
-

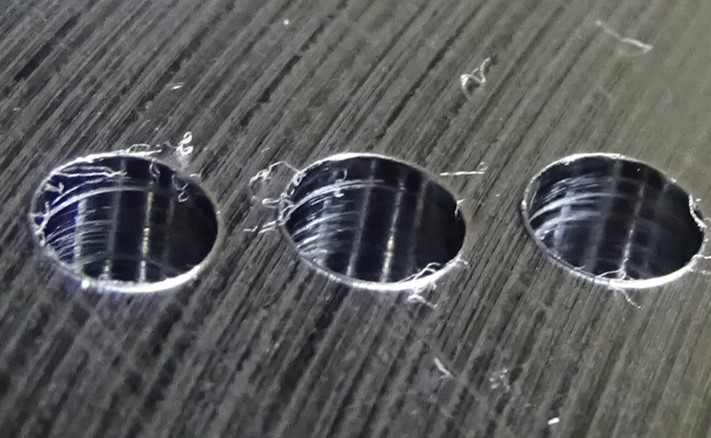
Japanese other companies drill: Hole diameter Φ5.109
Machining traces and burrs are conspicuous. -
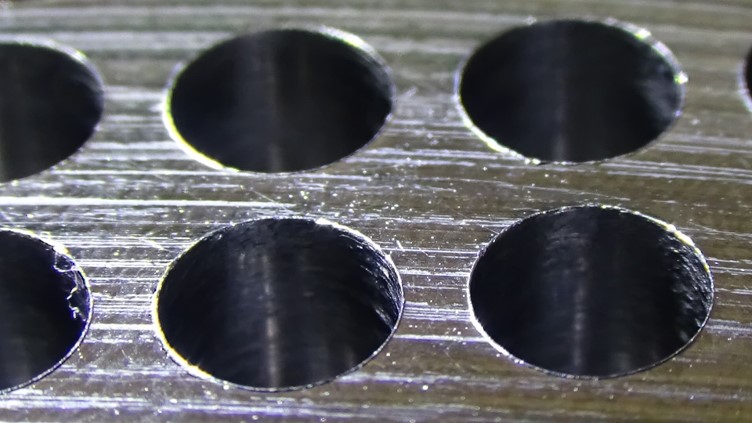
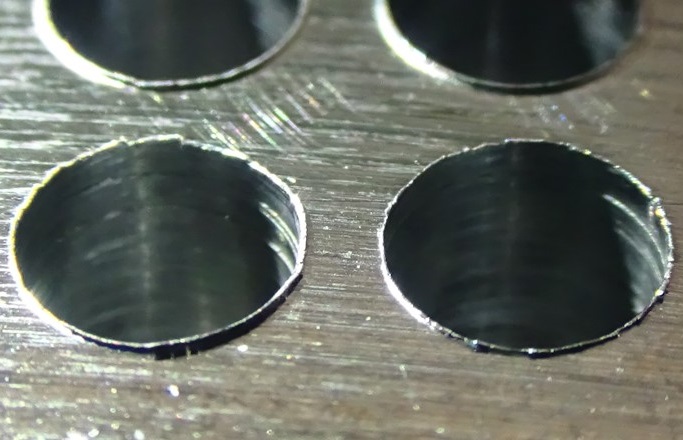
YG-1 flat drill: Hole diameter Φ4.996
Less machining traces and burrs.
-

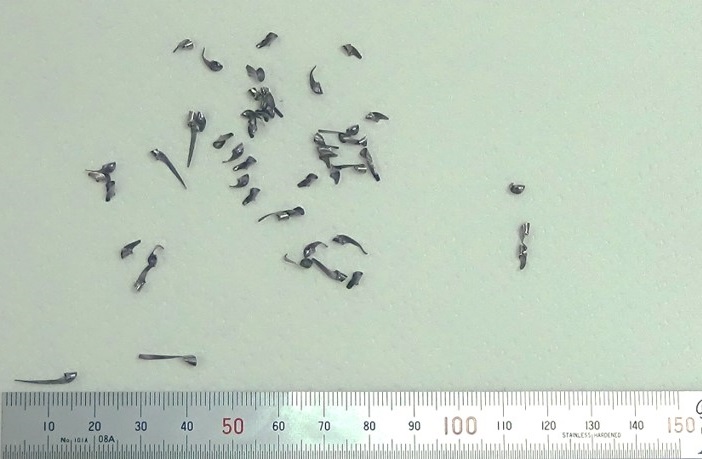
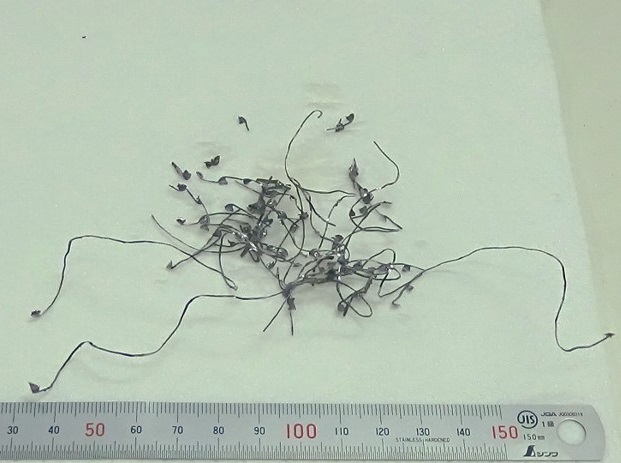
Japanese other companies flat drill:
Long chips and out of control -

YG-1 flat drill:
Cutting chips are short and able to be controlled.
-

Japanese other companies drill:
The central part is largely broken. -
YG-1 flat drill:
The sholder part is damaged but machining diameter and chips have no problem.
Test progress details
After 1 to 20 holes are drilled
-
Japanese other companies flat drill:Hole diameter Φ5.018
-

YG-1 flat drill: Hole diameteΦ5.008 Machining surface is smooth.
-

Japanese other companies drill
-
YG-1 flat drill
After 200 holes are drilled
-

Japanese other companies drill:Burrs are getting produced
-

YG-1 flat drill
-

Japanese other companies drill:Chips are getting longer
-

YG-1 flat drill:No big difference
After 500 holes are drilled
-
Japanese other companies drill
-
YG-1 flat drill
-

Japanese other companies drill
-

YG-1 flat drill
After 1000 holes are drilled
-
Japanese other companies drill
-

YG-1 flat drill
-
Japanese other companies drill
-

YG-1 flat drill