High feed cutters carrying tangentially clamped rhombic inserts
![]()
![]()
Unique design high feed cutter
Product code: FFV-DR-VN077
V type two-face contact
×
Tangential high feed
Here are comparison tests with SOMT and LNMU.

Videos
-
Concept video
Strong dovetailed insert clamping
-
Machining test
How is the performance difference by different insert shape?
Performance comparison: Face milling, Shoulder Milling, and Helical coutouring milling
-

Machine
Okuma Corporation MA550VB
BT50 vertical machining center -
Workpiece clamping condition
Workpiece size: 200x200mm, block
Workpiece material: SCM440、SUS304
-

TANG4FEED
Insert design: VNMTCutter lead angle: 16°
Maximum ramping angle: 2.2°
Maximum depth of cut: 1.5mm -

Other manufacturer's high feed cutter A
Insert design: SOMTCutter lead angle: 1°
Maximum ramping angle: 2.0°
Maximum depth of cut: 1.5mm -

Other manufacturer's high feed cutter B
Insert design: LNMUCutter lead angle: 16°
Maximum ramping angle: 0.6°
Maximum depth of cut: 1.5mm
Face milling test result
Chips of TANG4FEED are shorter compared to other tools.
SCM440 (Vc=120m/min、fz=1.0mm/t、ap=1.0mm、ae=45mm)

SUS304 (Vc=120m/min、fz=1.0mm/t、ap=1.0mm、ae=45mm)

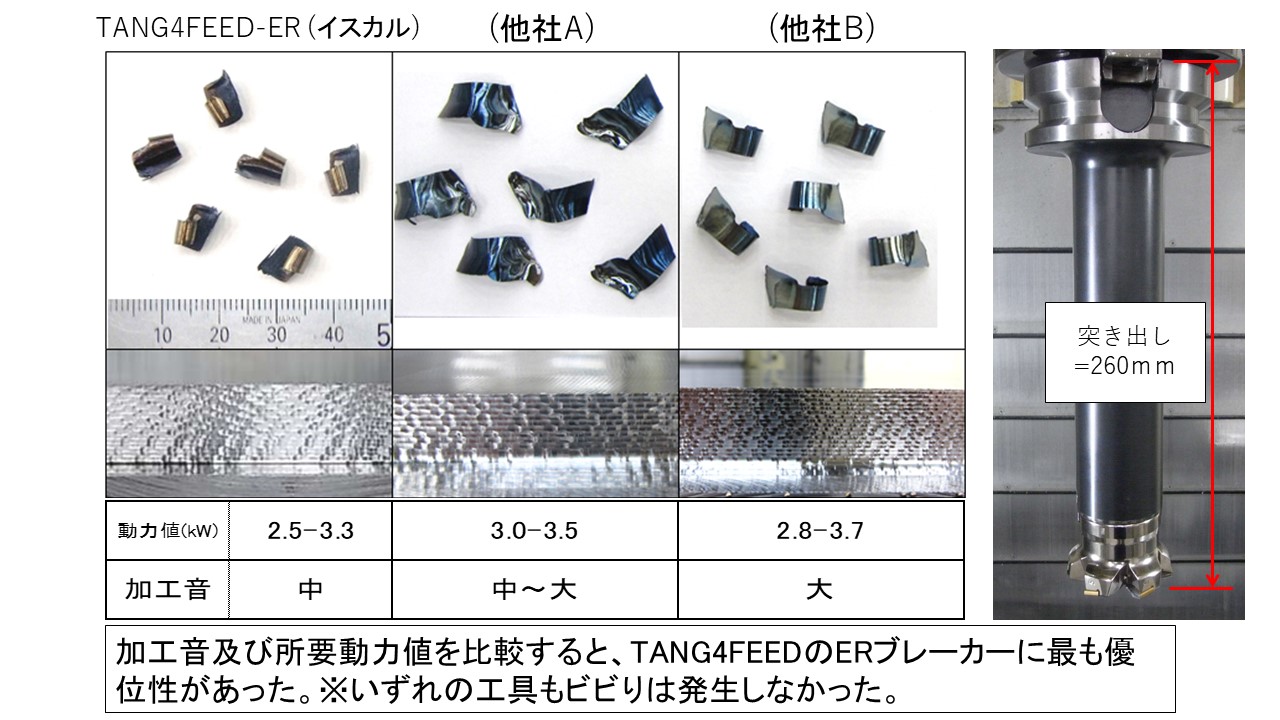
Shoulder milling test result:Compared to other tool, machining sound volume of TANG4FEED is smaller and cutting power is also lower.
SCM440 (Vc=120m/min、fz=1.0mm/t、ap=1.0mm、ae=20mm、Overhang=260mm)
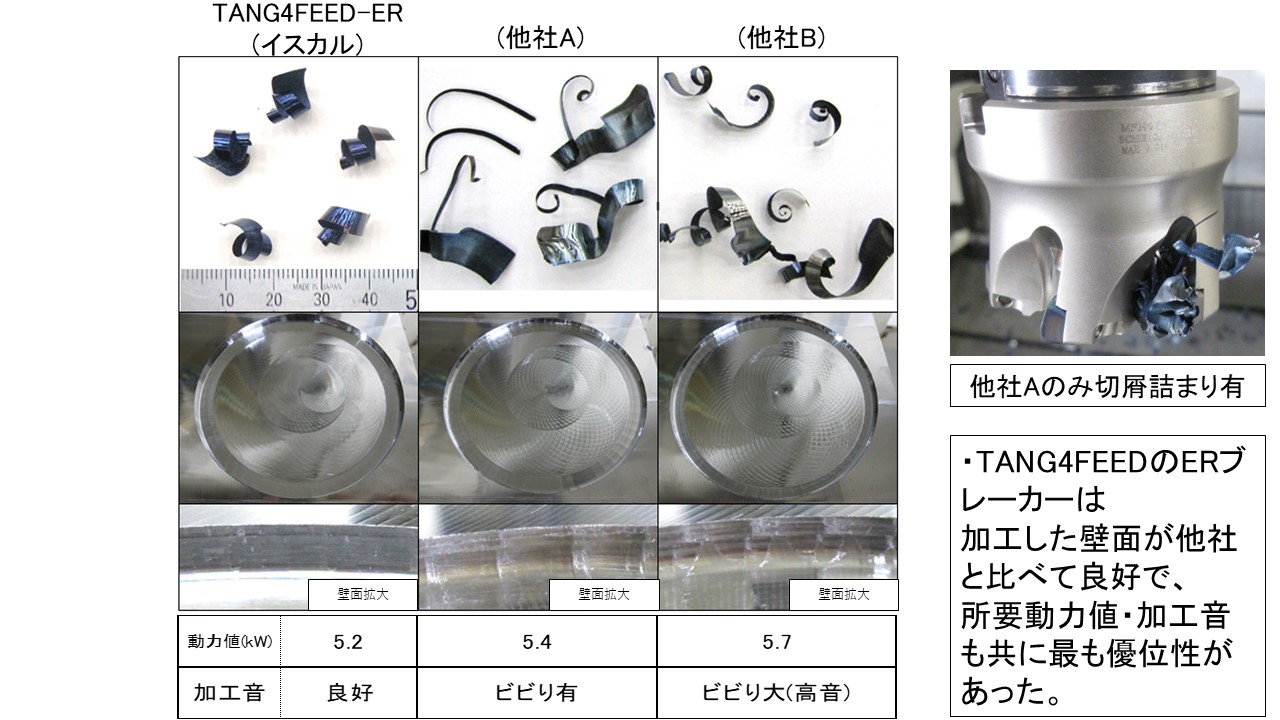
Helical coutouring milling test result:
Helical coutouring milling test resultTANG4FEED has high surface quality.
Machining sound volume is smaller compared to other tools.
SCM440 (Vc=120m/min、fz=1.0mm/t、
Pitch=1.0mm[Ramp down angle:0.4゜]、Overhang=260mm)
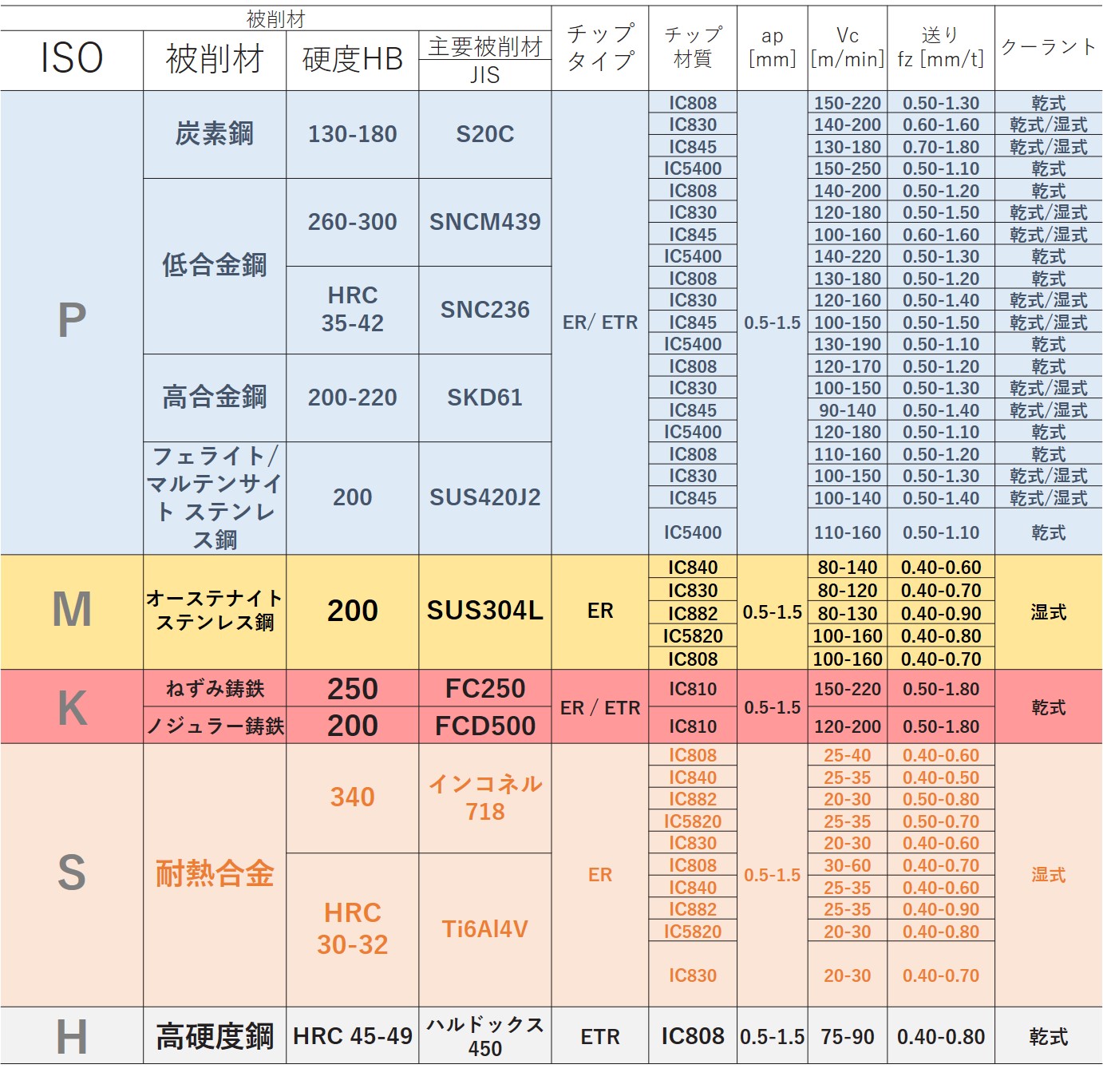
Recommended cutting condition
Appealing sales points and object candidates of changing
VOMT insert
https://www.iscar.com/Ecatalog/Family.aspx?fnum=3907&mapp=ML&app=75&GFSTYP=M&fr=1&rcat=3312129&item2=&ssOrder=&loc=&IC=
FFV-D-R-VN07 holder:
https://www.iscar.com/Ecatalog/Family.aspx?fnum=3906&mapp=ML&app=75&GFSTYP=M&fr=1
-
New design insert
Large lapping angle is available by new insert design.
-
Strong dovetailed insert clamping
Stable machining by strong dovetailed insert clamping even at large cutting force.
-
Recommended machine
Since insert corner areas are large design, machine rigidity and workpiece rigidity are necessary.