Improve Sharpness and Chip Evacuation Indexable High Feed Endmill
![]()
![]()
LOGIQ4FEED
FFX4 XNMU
Available from Φ12 tool diameter.
▪Here are comparison test results of Iscar's tool and other manufacturer's tool. High feed machining can be processed even in small machine tools due to the large rake angle of the insert.

-
Double-sided insert with enough web thickness
The web thickness that determines the rigidity of the endmill is firmly secured even with a double-sided insert.
-
Large rake angle
Rake angle is enlarged for the purpose of increasing sharpness.
Comparison test
LOGIQ4FEED / Iscar H600 vs. Other manufacturer's high feed tool
-

Machine
Okuma CorporationMA550VB
BT50 vertical machining center -
Workpiece clamping condition
Workpiece size: 200mm square x 120mm height, block
Workpiece material: SCM440、SUS304
Testing Tools
-

LOGIQ4FEED
Cutting edge angle: 17° Shank size: Φ12,16,20,25,32 Max. depth of cut: 0.8mm No. of corner: 4corners No. of edge: 4edges -

Iscar H600-05
Cutting edge angle: 17° Shank size: Φ25,32,40 Max. depth of cut: 1.0mm No. of corner: 6corners No. of edge: 3edges -

Other manufacturer's high feed tool
Cutting edge angle: 12° Shank size: Φ16,20,25,32 Max. depth of cut: 1.0mm No. of corner: 4corners No. of edge: 4edges
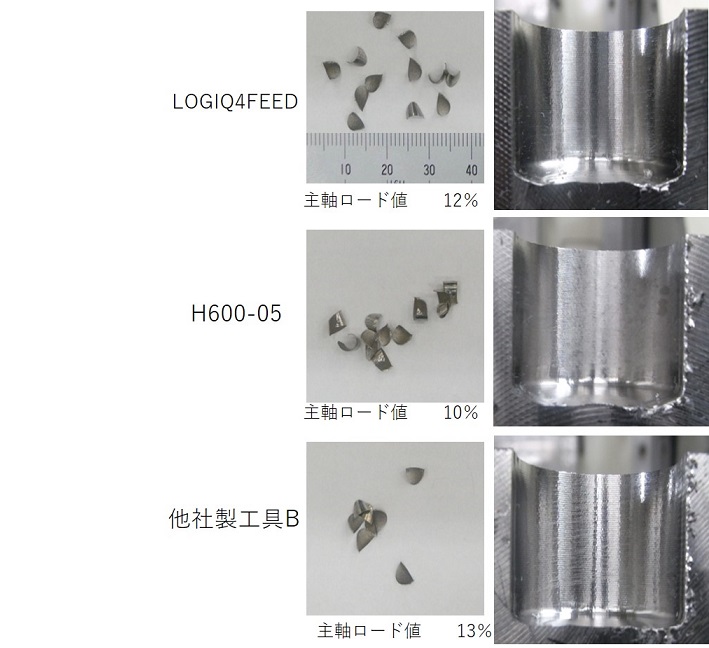
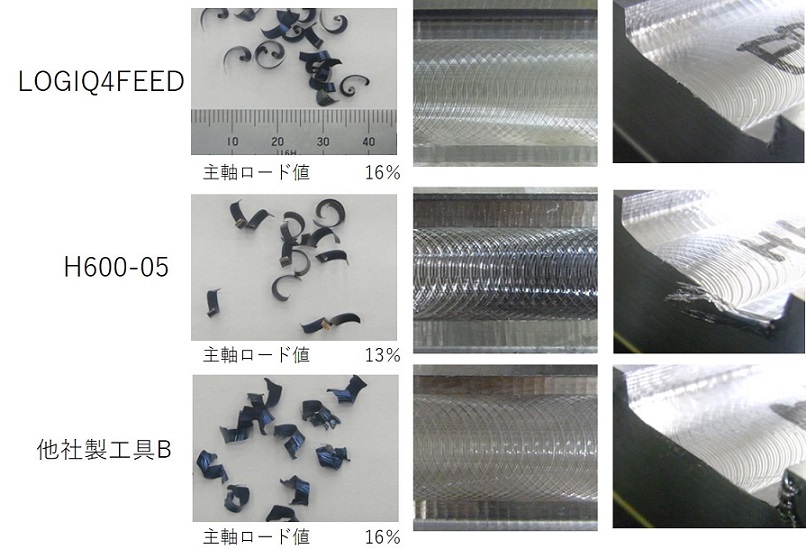
Test result:
Better surface with LOGIQ4FEED.
Reduce galling on plunging and surface burrs on slotting.
Face milling:SCM440
Vc=150m/min、ap=0.5mm、ae=15mm
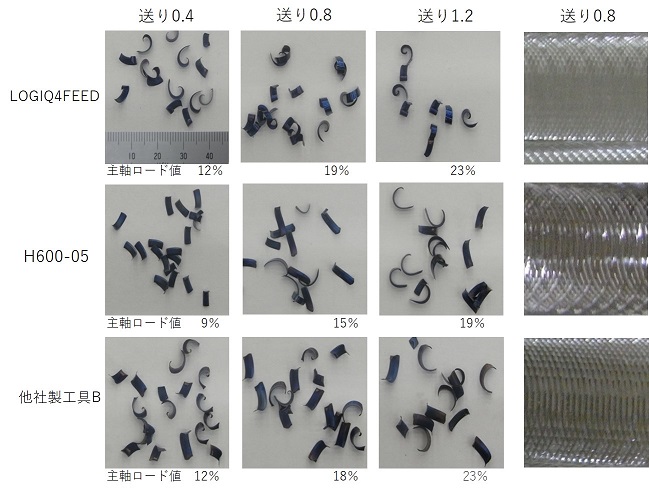
* There is no significant difference in the surface due to the difference in feed of the same tool.
Face milling:SUS304
Vc=100m/min、ap=0.5mm、ae=15mm
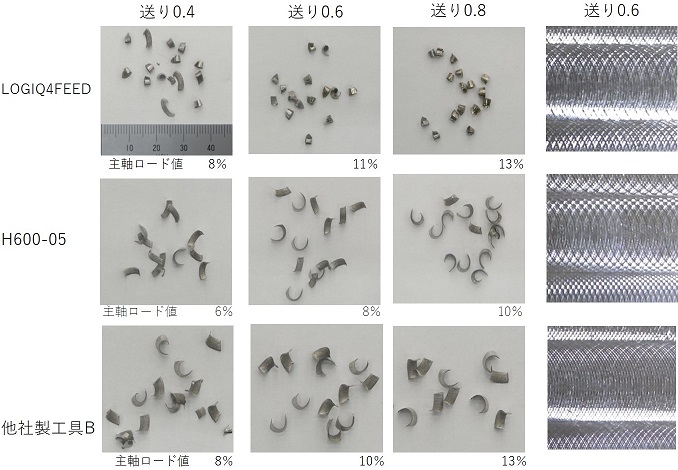
* There is no significant difference in the surface due to the difference in feed of the same tool.
Plunging:SCM440
Vc=120m/min、fz=0.07mm/tooth ap=20mm、ae=3mm
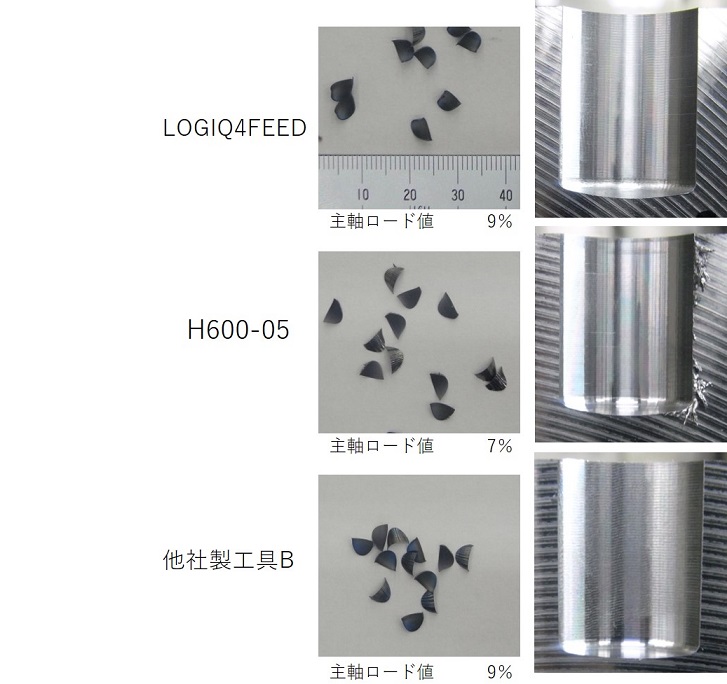
Plunging:SUS304
Vc=80m/min、fz=0.07mm/tooth ap=20mm、ae=3mm
Slotting:SCM440
Vc=120m/min、fz=0.4mm/tooth ap=0.5mm、ae=25mm
Recommended cutting condition

Please refer Iscar web site for more detail.
Insert:
https://www.iscar.com/eCatalog/Family.aspx?fnum=4291&mapp=ML&app=0&GFSTYP=M&fr=1
Holder:
https://www.iscar.com/eCatalog/Family.aspx?fnum=4291&mapp=ML&app=0&pageType=4&rel=T
-
Small Diameter indexable high feed insert
Indexable tools often have problems like lack of sharpness and chip evacuation. This product's design will solve such problems.
-
For various workpiece material
You can use for various insert grades by using just one holder.
-
For various application
Wide lineup of holder with face miliing type, multi master type, etc.