Stable machining of large diameter x deep holes Walter D3120

![]()
![]()
High rigidity indexable insert drill
The high-rigidity design of the straight flute enables stable machining, especially when drilling holes by turning.
One indexable insert shape for outer and inner seat.
You have 3 options for the breaker.
High rigidity design with straight cutting edge.
Stable machining is possible even in large diameter and deep hole.
-
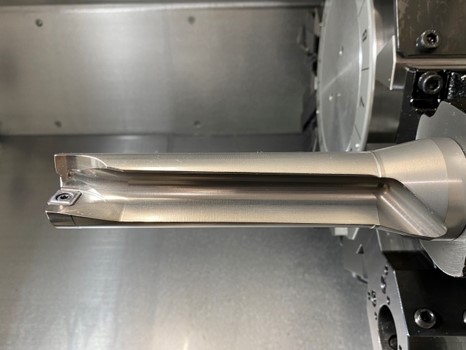
Walter D3120
-
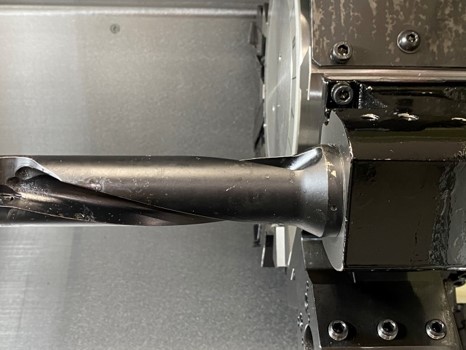
General indexable insert drill (Japanese other company's)
Size lineup
Diameter: Φ16~42
Length: 2D~4D
4 cutting edges with one indexable insert shape for outer and inner seat
3 options of breaker: Comventiional type (E57), high stability type (A57), and light cutting type (E67)

Test data
-
Machine
Mazak QT-compact200MY -
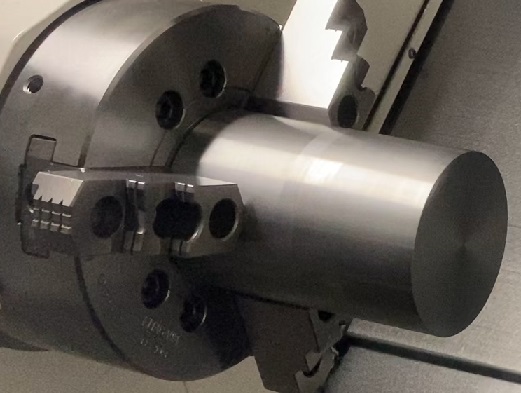
Workpiece
Φ80 external diameter x 140mm length
Workpiece material: S45C
Cutting condition:Vc=80m/min f=0.1mm/rev Depth of cut100mm
Result: No vibration and quiet machining noise compared to Japanese other company's product.
Stable chip control from the start to 100mm.
-

Walter D3120
-

Japanese other company's product
Machining video
-
For large diameter and deep holes machining
High rigidity holder and insert makes hard to vibrate.
-
3 types breaker
You can choose the proper breaker depending on machining application.